Коробчатые направляющие или линейные: что лучше в работе
Разбираем, коробчатые направляющие или линейные лучше для черновой обработки, чистоты поверхности и тяжелых режимов на станках с ЧПУ.
С чего начать выбор
Спор о том, что лучше - коробчатые или линейные направляющие, быстро выходит за рамки инженерного обсуждения. Разницу замечают владелец цеха, технолог и оператор. От нее зависят съем металла, след после прохода и то, как стабильно держится размер к концу смены.
Если цех делает легкие детали малыми партиями, один станок может казаться удачным почти для всего. Но картина меняется, когда в работу идут тяжелые заготовки, глубокие проходы и длинный цикл. Машина, которая хорошо ведет себя на тонкой чистовой операции, не всегда так же спокойно держит нагрузку на черновой обработке.
Обычно разницу видно по трем вещам:
- сколько металла станок снимает за проход без лишней вибрации;
- какой след остается после резца;
- насколько стабильно держится размер на серии, а не только на первой детали.
Когда тип направляющих подходит под задачу, оператору не приходится каждый раз "успокаивать" станок снижением подачи. Если выбор сделали по общему впечатлению, начинаются знакомые потери: лишний чистовой проход, медленная черновая обработка, поправки по размеру после нагрева.
Начинать лучше с простых данных по детали: вес заготовки, материал, нужная глубина резания, допустимая шероховатость и время работы под нагрузкой. Для алюминиевой втулки и тяжелой стальной заготовки выбор почти никогда не будет одинаковым.
Небольшой цех может купить быстрый станок под легкие детали и быть доволен первые месяцы. Потом приходит заказ на массивные корпуса, и выясняется, что на тяжелых режимах машина уже не так уверенно держит рез. Подачу снижают, цикл растет, поверхность начинает меняться от детали к детали.
При подборе оборудования полезно смотреть не на название схемы, а на реальную работу цеха. Вопрос простой: что станок должен выдерживать каждый день без лишних компромиссов.
Как работают две схемы
Разница начинается с самого принципа движения узла. В коробчатой схеме узел скользит по широким направляющим поверхностям. В линейной каретка идет по рельсам через шарики или ролики, поэтому ось движется легче.
У коробчатых направляющих большая площадь контакта. Нагрузка распределяется по широкой опоре, а не по узкой зоне. Это помогает спокойнее переносить сильное усилие резания, вес крупной заготовки и резкие толчки, которые часто бывают на черновых режимах.
Но у такого решения есть цена. Скользящий контакт дает больше трения, чем ролики или шарики. Ось обычно разгоняется не так легко, а к смазке и состоянию поверхностей нужно относиться внимательно. Зато в тяжелом резе такая схема часто ведет себя плотнее и спокойнее.
Линейные направляющие устроены иначе. Контакт в них меньше, сопротивление движению тоже ниже. Поэтому оси быстрее выходят на позицию, легче держат быстрые перемещения и живее реагируют на команды. В серийной работе это заметный плюс: на холостые ходы между операциями уходит меньше времени.
Оператор обычно чувствует разницу уже в первые дни. Станок с коробчатыми направляющими двигается чуть тяжелее, но в резе часто кажется собраннее. Машина с линейными направляющими быстрее перебегает между точками и легче набирает ход. На коробчатой схеме при грубом съеме вибрация нередко ниже, а на линейной лучше ощущается легкость осей.
На практике все просто. Если станок весь день снимает большой припуск с массивной детали, коробчатая схема часто держит нагрузку ровнее. Если нужно быстро перемещаться, часто менять позицию и сокращать цикл, линейная обычно удобнее.
Когда коробчатые направляющие дают лучший результат
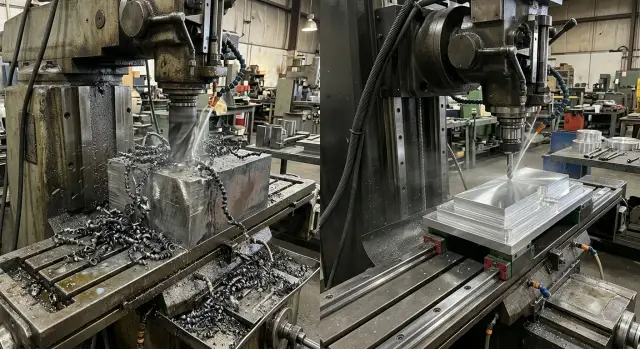
Коробчатые направляющие хорошо показывают себя там, где резание идет с ударами и нагрузка постоянно меняется. Это особенно заметно на литых заготовках, поковках и деталях с прерывистым резом. Когда резец то входит в металл, то выходит из него, станок получает серию толчков. Тяжелая база и большая площадь контакта помогают эти толчки гасить.
На черновой обработке разница видна сразу. Если оператор берет большую глубину резания и старается снять больше металла за проход, коробчатая схема обычно ведет себя спокойнее. Станок меньше дергается, инструмент ровнее держит линию, и режим не приходится быстро ослаблять подачей или оборотами.
Это не значит, что коробчатые направляющие всегда дают самую высокую скорость. Их сильная сторона в другом. Они лучше переносят нагрузку, когда деталь тяжелая, жесткая и сама создает большое сопротивление резанию. На массивном валу, ступице или корпусной детали такая устойчивость часто важнее быстрых холостых перемещений.
Чаще всего эта схема подходит для черновой обработки литых корпусов с коркой и неровной поверхностью, глубоких проходов по крупным заготовкам и работы с тяжелыми деталями, где любой лишний толчок сразу дает дрожь. Если цеху нужен высокий съем металла, а не рекордная динамика осей, коробчатые направляющие обычно выглядят разумнее.
Есть и еще один плюс. Масса станка здесь работает на пользу делу. Тяжелая станина и узлы меньше реагируют на случайные скачки нагрузки. Оператору проще держать стабильный режим в длинной смене, особенно когда партия большая и заготовки чуть отличаются друг от друга.
Поверхность тоже нередко выходит ровнее, хотя коробчатую схему редко берут именно ради чистового прохода. Причина простая: если узел меньше дрожит на тяжелом резе, след после инструмента получается спокойнее. На грубой литой заготовке это может заметно сократить работу на следующем проходе.
Когда линейные направляющие удобнее
Линейные направляющие чаще выбирают там, где станок много двигается и мало времени тратит на один проход. Если цикл короткий, а между позициями идут частые быстрые ходы, легкий ход осей дает заметную разницу по времени.
Это хорошо видно на серийных деталях. Когда за смену нужно сделать не пять корпусов, а двести одинаковых втулок, экономия даже 4-6 секунд на каждом цикле быстро складывается в хороший прирост выпуска.
На чистовых проходах с небольшим съемом металла линейная схема тоже часто удобнее. Нагрузка здесь ниже, зато важно, чтобы ось шла ровно и без лишней инерции. В таком режиме проще держать стабильную подачу, а поверхность обычно получается предсказуемой, если инструмент и режим подобраны нормально.
Линейные направляющие выигрывают там, где считают секунды, а не только запас по силе. Это обычная ситуация для повторяющихся деталей с понятной технологией, когда маршрут уже отлажен и станок изо дня в день делает одну и ту же работу.
Они особенно удобны, если деталь небольшая или средняя, оси часто переходят между зонами обработки, основная работа идет на чистовых проходах, а партия большая и требует стабильного времени цикла.
Простой пример: цех точит партию фланцев на токарном станке с ЧПУ. Черновой съем уже не самый тяжелый, зато много повторов - подвод, резание, отвод, смена позиции, снова подвод. В такой задаче быстрые и легкие перемещения дают больше пользы, чем лишний запас по жесткости, который просто не используется.
На практике это дает и еще один плюс: оператору проще получать одинаковый результат от детали к детали. Размер меньше "плавает", поверхность выходит ровнее, а время между первой и сотой деталью меняется не так сильно.
Что происходит на тяжелых режимах
Тяжелый режим быстро показывает слабые места станка. Пока резание идет спокойно, разница между схемами может казаться небольшой. Но при глубоком съеме, прерывистом резе и большой подаче узлы получают совсем другую нагрузку.
Сильнее всего по станку бьют ударные моменты. Резец входит в металл, выходит из него, ловит переменную стружку, и каждый такой вход передает толчок в суппорт, шпиндель и направляющие. Коробчатая схема обычно переносит такие удары спокойнее за счет большой площади контакта и лучшего демпфирования. Линейная выигрывает в легкости хода и скорости, но на грубом силовом резании сильнее зависит от размера кареток, жесткости станины и качества сборки.
На тяжелой смене одна только схема не решает все. Смазка и защита от стружки влияют почти так же сильно. Если масло подается неровно, направляющая греется, быстрее изнашивается и теряет плавность. Если под защиту забивается мелкая стружка, она работает как абразив. Тогда даже хороший станок раньше времени получает люфт, рывки по оси и следы на поверхности детали.
После нескольких часов грубой работы точность почти всегда начинает уходить. Узлы нагреваются, металл расширяется, размер смещается. Сначала оператор видит мелкие признаки: диаметр понемногу растет или появляется конусность. Потом добавляется волна на поверхности, и чистовой проход уже не дает того результата, который был в начале смены.
Чаще всего тревожные признаки такие:
- размер уходит к концу смены;
- поверхность становится рябой при тех же режимах;
- звук резания меняется без смены программы;
- по защите и салазкам идет мелкая набившаяся стружка.
Есть и частая ошибка: винят направляющие, хотя проблема в зажиме детали. Плохой патронный зажим, слабая опора длинной заготовки или неверно выбранный припуск быстро портят картину на любом станке. Деталь начинает дрожать, резец ловит вибрацию, а поверхность теряет чистоту. В такой ситуации обе схемы покажут результат хуже своих возможностей.
Поэтому при выборе станка для тяжелых режимов стоит спрашивать не только про тип направляющих. Намного полезнее отдельно выяснить, как устроена подача смазки, насколько хорошо защищены оси, какова масса узлов и как машина держит размер после длинной смены.
Как выбрать под свою деталь
Такой выбор лучше решать не по общим спорам, а по одной детали или по семейству похожих деталей. Один и тот же станок может быть удачным для втулок из прутка и неудобным для тяжелого корпуса из литья.
Сначала зафиксируйте исходные данные на бумаге. Память здесь часто подводит, а продавцу или технологу нужны не общие слова, а цифры.
- какой материал вы режете;
- какая заготовка приходит в работу: пруток, поковка, литье или уже подрезанная болванка;
- какой припуск снимаете и какая глубина резания нужна в обычной смене;
- сколько весит деталь вместе с оснасткой;
- что для этой работы важнее: быстрее снять металл, получить чище поверхность или дольше держать станок под нагрузкой.
После этого выбор обычно сужается сам. Если деталь тяжелая, припуск большой, а режимы жесткие, коробчатые направляющие чаще дают более спокойную работу. Станок не гонится за скоростью, зато лучше держит нагрузку и не так остро реагирует на грубую черновую обработку.
Если заготовка ровная, припуск небольшой, а задача - быстрее выходить в размер и получать чистую поверхность без лишних пауз, линейные направляющие обычно удобнее. Они хорошо подходят для серийных деталей с понятным циклом, где важны быстрые перемещения и короткое вспомогательное время.
Что ставить на первое место
Самая частая ошибка здесь проста: пытаются взять один станок сразу под все случаи. Если 70% загрузки состоит из черновой обработки массивных деталей, не стоит выбирать машину только потому, что она быстро перемещается на холостом ходу. И наоборот, для легких и повторяемых деталей нет смысла переплачивать за запас, который почти не пригодится.
Небольшой пример. Если цех точит корпусные детали из литой заготовки с заметным припуском, лучше смотреть на устойчивость под нагрузкой. Если цех делает партии валов и фланцев из подготовленной заготовки, чаще важнее скорость цикла и аккуратная чистовая проходка.
Перед покупкой полезно попросить тест на детали, близкой к вашей по материалу, размеру и режиму. Если это возможно, лучше дать свой чертеж и свой инструмент. Так разговор сразу становится предметным.
Где чаще всего ошибаются
Первая ошибка - смотреть на скорость холостых перемещений и почти не смотреть на то, как станок режет металл. Быстрый ход приятно выглядит в таблице и на видео, но сам по себе не говорит, что будет на черновой обработке. Если деталь тяжелая, съем большой, а инструмент работает с заметной нагрузкой, разница между 36 и 48 м/мин часто значит меньше, чем жесткость узла и поведение станка под резанием.
Вторая ошибка появляется уже в цехе. Два станка сравнивают так, будто условия установки не важны. На деле фундамент, масса основания, анкеровка и общая жесткость площадки сильно влияют на результат. Одна и та же машина может вести себя спокойно на нормальном основании и заметно хуже на слабом полу. Из-за этого спор о типе направляющих иногда идет мимо сути: проблема не в схеме, а в том, как станок поставили.
Еще один промах - верить паспортной точности без обычной проверки под нагрузкой. На бумаге все выглядит ровно, но поверхность зависит не только от цифр в каталоге. Если станок держит геометрию на холостом ходу, это еще не значит, что он так же хорошо удержит размер при глубоком резе. Нормальный вопрос продавцу звучит просто: как машина ведет себя на реальной детали, с реальным инструментом и в длинной смене.
Часто забывают и про обслуживание. Смазка направляющих, состояние защит, попадание стружки и пыли влияют на ресурс быстрее, чем кажется. Если за этим не следить, линейные направляющие теряют плавность, а коробчатые тоже не прощают грязь и плохую подачу масла. Потом вину снова перекладывают на тип станка, хотя причина была в уходе.
Еще одна типичная ошибка - переносить опыт по алюминию на сталь или чугун. На мягком материале машина может казаться очень живой и точной, а на тяжелых режимах картина меняется. Цех берет станок после удачной работы по алюминиевым корпусам и ставит на него стальные фланцы с большим съемом. Тут сразу выясняется, что требования к жесткости, вибрации и стойкости инструмента уже совсем другие.
Трезвый выбор обычно делают не по одной красивой цифре, а по сочетанию условий: материал, съем, длительность цикла, установка и уход за машиной. Это не так эффектно, зато ошибок заметно меньше.
Пример из цеха
Представьте обычный заказ: цех обрабатывает литой корпус с большим припуском. Заготовка неровная, металл местами режется тяжело, и первая задача проста - снять лишний объем без лишней дрожи и остановок.
На черновых проходах станок с коробчатыми направляющими обычно ведет себя спокойнее. Оператор держит подачу увереннее, а машина ровнее переносит момент, когда инструмент входит в плотный участок литья. На тяжелых режимах это слышно и видно сразу: звук стабильнее, рез собраннее, инструмент меньше страдает от резких ударов.
Если такие корпуса идут серией, разница быстро становится заметной. Черновая обработка любит жесткость и запас по нагрузке, и коробчатая схема часто дает именно это.
Потом начинается другая часть работы. Припуск уже снят, нужно быстро пройти посадки, плоскости и отверстия, несколько раз сменить инструмент и точно выйти в размер. В такой фазе линейные направляющие нередко удобнее: оси быстрее разгоняются, быстрее подходят к точке, и станок тратит меньше времени между переходами.
На чистовой операции это влияет не только на цикл, но и на ритм работы. Когда проходы короткие, а перемещений много, линейная схема помогает сократить вспомогательное время и ровно держать поверхность, если режим подобран правильно.
Поэтому вопрос решают не по моде. Если станок каждый день снимает большой припуск с литых корпусов, коробчатая схема часто приносит больше пользы. Если та же машина в основном делает чистовые ходы, частые подводы и короткие переходы, линейная может дать лучший результат за смену.
Смотреть нужно на одну вещь: какую операцию станок будет делать каждый день. Именно она обычно и дает правильный ответ.
Проверка перед покупкой
По каталогу такой спор почти никогда не решается. Его решают ваши детали, ваш режим резания и то, как станок будет жить в цехе каждый день.
Сначала смотрите не на станок, а на свою работу. Если вы чаще снимаете большой припуск со стали, чугуна или поковок, требования будут одни. Если у вас в основном небольшие проходы, повторяемые партии и высокая скорость, картина уже другая.
Полезно быстро ответить на пять вопросов:
- что вы режете чаще всего;
- сколько металла обычно снимаете за один цикл;
- какая у детали масса и насколько жестко ее можно зажать;
- станок будет работать под нагрузкой два часа в день или почти всю смену;
- что бьет по результату сильнее: лишние 30-60 секунд цикла или следы вибрации на поверхности.
Ответы сразу убирают лишние варианты. Тяжелая деталь в слабом зажиме и большой припуск требуют одного подхода. Небольшая деталь, стабильная оснастка и ставка на скорость - другого.
Есть и еще один пункт, который часто недооценивают. Кто будет запускать станок после поставки, настраивать его и следить за состоянием узлов? Если в цехе нет сильного наладчика, лучше заранее уточнить, что входит в пуско-наладку и как устроен сервис. Для покупателя это не мелочь: хороший запуск часто экономит недели проб и ошибок.
Небольшой пример. Цех точит тяжелые стальные корпуса, станок работает почти всю смену, а на поверхности нельзя допускать рябь после нагрузки. В такой ситуации лишняя минута цикла обычно обходится дешевле, чем брак или нестабильный размер.
Если на эти вопросы трудно ответить коротко и по цифрам, модели сравнивать еще рано. Сначала соберите реальные режимы, вес деталей и требования к поверхности. После этого выбор становится намного понятнее.
Что делать дальше
Не выбирайте станок по общему описанию. Возьмите свои детали, свой материал и те режимы, на которых цех будет работать каждый день. Тогда спор о типе направляющих быстро становится практическим.
Соберите простой набор данных: размеры и вес детали, материал и типичный припуск, глубину резания, подачу, длительность черновых проходов, требования к поверхности и то, сколько часов в смену станок будет работать под нагрузкой. Даже такой список часто меняет выбор.
Потом сравните оба варианта на одной и той же задаче. Не на разных образцах и не по двум презентациям, а на одной детали, из одного материала, с одинаковым припуском. Смотрите не только на время обработки. Проверьте, как держится размер, какая получается поверхность и как ведет себя станок после серии одинаковых деталей.
Цену тоже не стоит ставить на первое место. Сразу обсуждайте пуско-наладку, сервис и запас по режимам. Дешевый станок быстро теряет смысл, если его трудно ввести в работу, а на тяжелом резе он постоянно просит снижать подачу или глубину.
Полезно задать продавцу несколько прямых вопросов: кто будет запускать станок на месте, как быстро можно получить сервис, есть ли у модели запас по массе детали и по реальной нагрузке, а не только по цифрам из буклета.
Если нужен предметный подбор, EAST CNC в Казахстане разбирает такие задачи по реальной детали, а не по общим словам. Компания поставляет токарные станки с ЧПУ и обрабатывающие центры, помогает с подбором, пуско-наладкой и сервисом, поэтому разговор можно вести не только о цене, но и о том, как оборудование поведет себя в ежедневной работе.
Хороший финальный шаг простой: отправьте поставщику чертеж детали, материал, припуск и свои режимы. После этого сравнение становится честным, а риск ошибки заметно ниже.