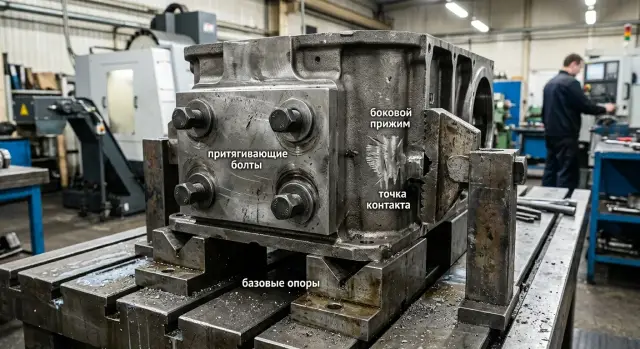
Прижим корпусной детали: болты или боковой прижим
Разберем, когда ставить притягивающие болты, а когда боковой упор, какие следы оставляет ошибка и как проверить прижим корпусной детали до партии.
Почему деталь уходит уже на первом зажиме
Проблема часто начинается еще до резания. Оператор тянет прижим, сила идет не туда, куда он рассчитывал, и корпус не прижимается к базам, а смещается в сторону или слегка разворачивается.
У корпусных деталей это заметно особенно быстро. Опорные точки у них небольшие, стенки бывают разной толщины, а сама форма редко бывает простой и жесткой. Если хотя бы одна база касается не полностью, деталь садится с перекосом. Снаружи это почти не видно, но после обработки размер уже "уплыл" на несколько соток или больше.
Частая причина - тонкая стенка. Оператор подтягивает болт, чувствует, что деталь уже "сидит", но сначала гнется стенка, а корпус еще не дошел до опоры. Схема зажима уже работает неправильно. Когда прижим снимают, стенка распрямляется, и геометрия меняется. Поэтому обработка проходит спокойно, без шума и вибрации, а размер все равно не держится.
На станке это обычно выглядит так: корпус лег на две опоры, третью касается только краем, боковой прижим дал усилие чуть выше центра жесткости, и деталь едва заметно повернулась. Программа отработала нормально, но отверстия ушли относительно базы, а плоскость после снятия показывает перекос.
Обычно причина одна из трех:
- прижим тянет корпус вбок, а не вниз к опорам;
- база загрязнена или на ней есть заусенец, поэтому корпус не садится полностью;
- стенка или ребро принимают нагрузку раньше, чем усилие доходит до жесткой части детали.
Самый неприятный случай - когда первый зажим проходит тихо. Ничего не скрипит, корпус не прыгает, явных следов почти нет. Но после обработки появляются увод размера, разный припуск по сторонам и отпечатки в местах контакта. Это прямой признак того, что прижим сработал раньше, чем деталь заняла правильное положение.
Болты и боковой прижим: в чем разница
У этих способов разная логика работы. Притягивающий болт тянет деталь к опорной плоскости, а боковой прижим толкает ее в упор. На бумаге оба варианта выглядят надежно, но на станке разница быстро становится заметной.
Притягивающий болт хорошо сажает деталь вниз, если опоры стоят ровно, а зона под болтом не прогибается. Но вместе с движением вниз он может увести корпус в сторону. Это случается, когда поверхность немного неровная, под деталью осталась стружка или болт стоит не над жесткой зоной. Деталь как будто ползет по опорам на доли миллиметра, а этого уже хватает для брака.
Боковой прижим работает иначе. Он поджимает корпус к базовому упору и часто лучше держит размер по боковой базе. Но если прижим давит слишком высоко относительно опор, он начинает приподнимать ближний край. Особенно часто это видно на корпусах с тонкой стенкой или длинным вылетом.
Если упростить, картина такая: болт лучше сажает на опоры, боковой прижим лучше доводит в упор. При этом болт чаще сдвигает деталь по плоскости, а боковой прижим чаще поднимает край. Оба варианта плохо работают, если сила идет через тонкую стенку.
Поэтому смотреть только на усилие мало. Важно понимать, куда направлена сила и через какой участок корпуса она проходит. Если нагрузка идет через массивный прилив, ребро или толстую полку, схема обычно ведет себя спокойно. Если давление приходится на тонкую стенку, деталь просто гнется.
На практике зажим корпусной детали часто делают комбинированным. Болт сажает заготовку на опоры, а боковой прижим мягко доводит ее в упор. Для корпуса редуктора, крышки или литой заготовки это обычно безопаснее, чем пытаться решить все одним прижимом. Если выбирать приходится только один вариант, ориентируйтесь не на то, где удобнее зажать, а на то, где корпус держит нагрузку без прогиба и без бокового сноса.
Какие следы оставляет неверный прижим
Неправильный зажим редко скрывается долго. Он почти всегда оставляет следы либо на самой детали, либо в размерах после обработки.
Первый сигнал часто видно на ребре или боковой стенке. Появляется узкая блестящая полоса, как будто деталь слегка протерли металлом. Это след сдвига: корпус не сел спокойно на опоры, а поехал в сторону под усилием прижима.
Не менее показателен отпечаток самого прижима. Вы ожидали контакт в одной зоне, а пятно оказалось выше, ближе к кромке или вообще на участке, который не должен был работать. Значит, сила идет не туда, куда вы ее закладывали, и корпус начинает поворачиваться или пружинить.
Самый неприятный признак виден уже на контроле. Инструмент не меняли, программу не трогали, а после повторного зажима размер ушел на несколько соток или больше. Обычно это значит, что деталь каждый раз садится по-разному: в одном случае ее тянет болт, в другом боковой прижим слегка разворачивает корпус.
Есть и менее заметные признаки:
- отверстия смещаются относительно базовой плоскости;
- плоскость после прохода выглядит ровной, но меняет положение;
- одна сторона корпуса получает явный отпечаток от давления, а противоположная почти чистая;
- на тонкой стенке появляется местная вмятина или легкий завал.
Такое часто встречается на корпусах редукторов, крышках и деталях с полостями. Снаружи все выглядит нормально, но при сборке отверстия уже не совпадают так, как должны.
Быстрая проверка простая: нанесите тонкий слой маркера или краски на точки опоры и место контакта прижима, зажмите деталь с неполным усилием, потом снимите ее и посмотрите на пятна. Если контакт симметричный, пятна лежат там, где вы их ждали, а блестящей полосы от сдвига нет, схема обычно работает. Если одно пятно яркое, другое пустое, а на ребре уже есть след трения, лучше сразу переставить опору или сместить точку прижима.
Как собрать схему закрепления
Хорошая схема начинается не с прижима, а с баз. Если сначала выбрать удобное место под болт или зажим, корпус часто садится криво. Потом это видно по размеру, по следам на опорах и по постоянной подстройке на станке.
Для корпусной детали силы должны идти в жесткие точки и прижимать заготовку к понятным опорам. Обычно это нижняя плоскость, обработанный торец или две взаимно перпендикулярные поверхности, которые задают положение без качки.
-
Сначала выберите базы, которые держат форму детали. Ищите не просто доступные поверхности, а те, от которых потом считаются размеры. Для литого или сварного корпуса лучше опираться на плотные и повторяемые участки, а не на случайный выступ или необработанную корку.
-
Потом расставьте опоры под жесткими местами. Обычно это зоны рядом с ребрами, бобышками, утолщениями и массивным дном корпуса. Если поставить опору под тонкую стенку, она прогнется даже при умеренной затяжке.
-
После этого задайте направление усилия. Притягивающие болты должны сажать деталь на опоры, а не тянуть середину вниз между ними. Боковой прижим должен толкать корпус в упор так, чтобы он не полз по плите и не разворачивался.
-
Сразу проверьте доступ для инструмента и уборки стружки. Зажим не должен закрывать зону обработки, мешать смене инструмента или собирать стружку под базой. Даже мелкая стружка под опорой легко дает перекос.
-
В конце задайте порядок затяжки. Сначала посадите корпус на базы легким усилием, затем подтяните прижим к упорам, и только потом дайте рабочую затяжку. Если тянуть крепеж вразнобой, деталь часто сдвигается в самом конце.
Простой пример: у корпуса тонкие боковые стенки и толстые нижние бобышки. Опоры ставят под бобышки, боковой прижим направляют в жесткий упор, а болты размещают ближе к опорам, а не над пустым окном. Такая схема обычно ведет себя предсказуемо уже на первой установке.
Перед первой деталью полезно сделать сухую посадку без резания. Поставьте корпус, затяните его в выбранном порядке и проверьте, нет ли качки, щели у опор и явного увода в упор. На этом шаге обычно находят ошибки, которые потом стоили бы всей партии.
Как проверить схему до запуска партии
Проверка перед серией занимает несколько минут, а экономит гораздо больше. Если пропустить ее, брак потом тянется через всю партию.
Сначала положите корпус на опоры без усилия. Не тяните болты и не включайте боковой прижим. Просто прижмите деталь рукой в двух-трех точках и слегка покачайте. Если корпус качается, опоры выбраны плохо или одна из них выше остальных. В таком состоянии затяжка не удержит геометрию, а только перекосит деталь.
Дальше подтягивайте прижимы по одному. После каждого шага смотрите на базовую плоскость: не появилась ли щель, не приподнялся ли угол, не сместился ли корпус в сторону упора. Удобно подсветить зазор обычным фонариком или пройти щупом по базе. Если щуп начал свободно входить там, где до затяжки не проходил, один из прижимов уже уводит деталь.
Хороший быстрый тест - двойной зажим. Один раз зажмите корпус, измерьте его в заранее выбранных точках, потом полностью отпустите и зажмите снова в той же последовательности. После этого повторите те же замеры. Если числа заметно расходятся, проблема не в программе и не в инструменте, а в самой схеме закрепления.
Для такого теста не нужна сложная карта измерений. Хватает двух-трех точек, которые легко повторить: высота от базы, расстояние до бокового упора и положение одного контрольного отверстия или кромки. Главное - оба раза мерить в одних и тех же местах одним и тем же способом.
Один пробный цикл тоже многое показывает. Допустим, корпус уверенно лежит на опорах, но после подтяжки бокового прижима щуп начинает заходить под дальний угол. После отпускания и повторного зажима размер от базы уже меняется на несколько сотых. Это ранний сигнал, что прижим не фиксирует деталь, а поворачивает ее.
Перед серией полезно сделать короткую последовательность действий:
- сухая установка без резания;
- одна пробная обработка;
- повторный зажим той же детали;
- сравнение одного-двух контрольных размеров и следов контакта.
Если после повторной установки размер не плавает, следы контакта остаются в тех же местах, а прижимы не мешают инструменту, схема готова к работе.
Где чаще всего ошибаются
Большинство проблем начинается не с силы зажима, а с точки, куда эту силу приложили. Деталь держит размер только тогда, когда усилие идет в опору, а не гнет сам корпус.
Частая ошибка - ставить прижим слишком далеко от опорной точки. Сверху все выглядит нормально, но между местом давления и опорой остается участок, который работает как рычаг. Корпус слегка пружинит, после снятия зажима форма возвращается, и размер уходит.
Не лучше и другая ошибка: давить в крышку, тонкую стенку или край кармана вместо жесткого ребра. Деталь вроде бы зажата, но следы на поверхности и разброс по плоскости быстро выдают проблему. Если после первого прохода вы видите отпечаток, смятую краску или блестящее пятно на тонкой стенке, прижим стоит не там.
С боковым прижимом промах часто еще проще. Оператор сначала тянет корпус в сторону, а уже потом пытается посадить его вниз на опоры. Так схема работает плохо. Корпус должен сначала уверенно сесть на базу, и только потом его можно поджать сбоку. Иначе деталь зависает на кромке, а размер по высоте начинает жить своей жизнью.
Обычно настораживают такие признаки:
- деталь качается до зажима, но после зажима как будто выравнивается;
- после снятия видно смещение по плоскости или по отверстию;
- на стенке остаются следы от губки, башмака или болта;
- оператору каждый раз хочется подтянуть сильнее.
Желание добавить усилие - отдельная типичная ошибка. Если не хватает опор, лишняя затяжка не спасает. Она только гнет корпус и делает результат менее предсказуемым. Болты в такой ситуации тоже не исправляют схему. Они лишь сильнее прижимают деталь к той же плохой базе.
Еще один промах появляется уже после первой детали. Схему слегка меняют на месте: переставили башмак, добавили шайбу, ослабили боковой прижим, и работа пошла дальше. Но результат никто не записал. Через пару часов уже трудно понять, какой вариант дал нормальный размер, а какой случайно сработал один раз.
Если пришлось менять точки прижима, записывайте хотя бы три вещи: где стояла опора, куда давил прижим и что изменилось в размере. Пара коротких заметок часто экономит целую смену.
Что стоит зафиксировать перед серией
Перед запуском партии лучше зафиксировать схему не в голове, а в явном виде. Один снимок сверху и один сбоку часто полезнее длинных объяснений у станка. На фото отметьте опоры, упоры, точки контакта и порядок, в котором оператор тянет прижим.
Для корпусных деталей это особенно полезно, потому что ошибка редко выглядит большой в начале. Деталь может сместиться совсем немного, а потом это выйдет в размере, плоскости или соосности. Если в схеме есть и боковой прижим, и притягивающие болты, подпишите, что идет первым, а что только дожимает деталь после посадки на базу.
Имеет смысл оставить один эталонный корпус. Возьмите деталь, на которой вы уже проверили размеры, следы контакта и посадку по базе, и не пускайте ее в обычный поток. Она нужна для быстрой сверки после смены оператора, партии заготовок или переналадки.
Перед запуском серии полезна короткая проба на нескольких деталях:
- прогоните 3-5 деталей подряд на той же оснастке;
- одну деталь снимите и зажмите повторно;
- сравните размеры в критичных местах и следы контакта;
- проверьте, не меняется ли положение детали от первого к последнему зажиму.
Смотрите не только на размеры. Следы неверного прижима часто видны раньше, чем уходит контрольный параметр. Настораживают свежие вмятины у кромки, блестящие полосы возле упора, отпечаток от губки сбоку, перекос пятна контакта под болтом. Если на первой детали след один, а на четвертой уже другой, схему лучше остановить и поправить сразу.
Полезная привычка - подписать у оснастки короткий порядок действий маркером или на карточке. Оператор не должен вспоминать, чем сначала сажать деталь на базу, а чем только фиксировать.
Если вы подбираете станок для металлообработки, оснастку или готовите запуск участка, EAST CNC помогает с подбором оборудования, пуско-наладкой и сервисным обслуживанием. В такой работе общих советов мало - обычно все решают конкретная деталь, ее базы и способ зажима.
FAQ
Почему корпусная деталь уходит уже на первом зажиме?
Чаще всего деталь уходит не из-за резания, а из-за посадки. Прижим тянет корпус не к опорам, а вбок или слегка разворачивает его, и деталь сразу занимает неверное положение. Еще одна частая причина — грязная база, заусенец или тонкая стенка под нагрузкой. Снаружи это почти не видно, но после снятия зажима геометрия меняется.
Что чаще дает смещение: болт или боковой прижим?
Притягивающий болт обычно лучше сажает деталь вниз на опоры, но нередко тянет ее по плоскости. Боковой прижим, наоборот, лучше доводит корпус в упор, но может приподнять край, если давит слишком высоко. Если выбирать между ними, смотрите не на удобство, а на жесткую зону детали. Сила должна идти через ребро, прилив или толстую полку, а не через тонкую стенку.
Как понять, что проблема в прижиме, а не в программе?
Сначала исключите очевидное: не меняйте программу и инструмент, а сделайте двойной зажим одной и той же детали. Зажмите, снимите размер в нескольких точках, потом полностью отпустите и зажмите снова в той же последовательности. Если размеры расходятся, проблема почти наверняка в схеме закрепления. Когда виноват прижим, деталь каждый раз садится чуть по-разному.
Куда лучше ставить опоры на корпусной детали?
Опоры ставьте под жесткими местами корпуса. Обычно это зоны рядом с ребрами, бобышками, утолщениями и массивным дном, где деталь держит нагрузку без заметного прогиба. Не ставьте опору под тонкую стенку или над пустым окном. Там корпус сначала гнется, а уже потом садится, и размер начинает плавать.
Можно ли давить прижимом в тонкую стенку?
Лучше не зажимать. Тонкая стенка легко прогибается еще до того, как усилие дойдет до жесткой части детали, и после отпускания форма возвращается не туда, где была при обработке. Если другого варианта нет, уменьшайте нагрузку и переносите точку прижима ближе к жесткой зоне. Но в обычной схеме надежнее давить через ребро, прилив или толстую площадку.
В каком порядке лучше затягивать прижимы?
Сначала посадите корпус на базы легким усилием. Потом мягко доведите его в упор и только после этого дайте рабочую затяжку. Если тянуть крепеж вразнобой или сразу сильно, деталь часто сдвигается в самом конце. Из-за этого корпус вроде зажат плотно, а размер уже ушел.
Как быстро проверить схему закрепления перед запуском партии?
Сделайте сухую установку без резания. Положите корпус на опоры, слегка покачайте его рукой и посмотрите, нет ли качки или щели у базы. Потом подтягивайте прижимы по одному и проверяйте зазор щупом или светом фонарика. После этого выполните двойной зажим и сравните два-три простых размера. Такой тест быстро показывает, повторяется посадка или нет.
Какие следы на детали говорят о неверном прижиме?
Следы почти всегда выдают направление ошибки. Узкая блестящая полоса на ребре или стенке обычно говорит о сдвиге по плоскости, а отпечаток прижима у кромки показывает, что сила пошла не через ту зону. Если после повторного зажима пятна контакта меняются, схема работает нестабильно. В таком случае лучше сразу переставить опору или сместить точку прижима.
Когда лучше сочетать болты и боковой прижим?
Комбинированная схема часто спокойнее ведет себя на корпусных деталях. Болт помогает посадить заготовку на опоры, а боковой прижим мягко доводит ее в упор. Такой вариант удобен для крышек, корпусов редукторов и литых заготовок, где один прижим редко решает все сразу. Главное — не давить обоими прижимами через слабую стенку.
Что стоит записать перед запуском серии?
Зафиксируйте схему как можно проще: где стоят опоры, куда давят прижимы и в каком порядке оператор тянет крепеж. Одна понятная запись или пара фото обычно спасают от путаницы между сменами. Полезно оставить и эталонную деталь с уже проверенной посадкой. По ней проще быстро понять, изменилась схема или нет после переналадки и новой партии заготовок.