Автоподатчик прутка или загрузка роботом: что выбрать
Автоподатчик прутка или загрузка роботом - разберем, какой вариант лучше для разных заготовок, длины серии, темпа работы и места в цехе.
С чего начинается выбор
Выбор начинается не со станка и не с моды на автоматизацию. Обычно все видно в паузе между циклами. Если оператор снова и снова подносит заготовку, выверяет положение, открывает дверь и повторяет одни и те же действия, участок теряет выпуск даже на простой детали.
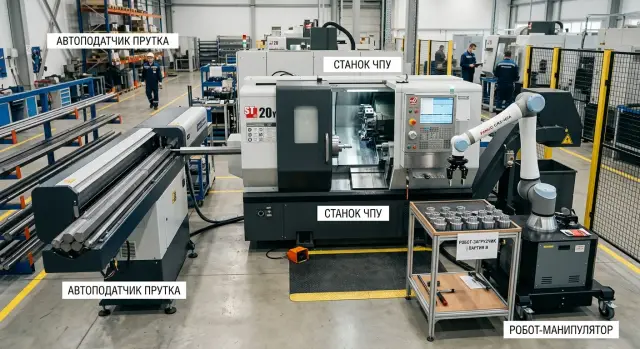
На старте обычно сравнивают два варианта: автоподатчик прутка и загрузку роботом. Оба решения снимают ручную подачу, но работают по-разному и подходят под разные задачи. Общего ответа нет. Все решают тип заготовки, длина серии, частота переналадки и место вокруг станка.
Автоподатчик хорошо работает там, где деталь точат из прутка. Он подает материал в шпиндель почти без пауз и особенно удобен на длинных повторяющихся сериях. Робот чаще выбирают там, где в работу идут отдельные заготовки: отрезки, поковки, отливки или детали сложной формы, которые нельзя просто подать через шпиндель.
Самая частая ошибка в начале одна и та же: смотреть только на цену покупки. Намного полезнее сначала понять, где участок теряет минуты. Иногда проблема вовсе не в подаче. Бывает, что партии меняются по несколько раз за смену, заготовки сильно отличаются по форме, и переналадка съедает выгоду почти любой автоматизации.
Сначала стоит ответить на три простых вопроса: что именно вы подаете в станок, насколько длинные у вас серии и сколько места есть рядом с оборудованием для подачи материала и работы оператора.
Простой пример это хорошо показывает. Если участок точит много одинаковых втулок из прутка, автоподатчик обычно дает самый прямой и понятный результат. Если сегодня идут короткие заготовки одного типа, а завтра уже другая форма и размер, робот часто оказывается удобнее.
На практике выбор зависит еще и от самой компоновки участка. В тесной линии, где рядом ходят тележки и стоят паллеты, лишний метр сбоку может решить все. Поэтому на таких проектах поставщики станков с ЧПУ, включая EAST CNC, обычно смотрят не только на паспорт оборудования, но и на реальную схему цеха: откуда подают материал, где оператор подходит к станку и сколько времени уходит на смену задания.
Если говорить коротко, автоматизация окупается там, где она попадает в реальный поток деталей. Поэтому начинать лучше не с названия решения, а с вопроса: что вы подаете в станок каждый день и как часто это меняется.
Какие заготовки вы будете подавать
Тип заготовки быстро подсказывает, какой вариант ближе к делу. Если у вас длинный пруток, который проходит через шпиндель и дальше режется по циклу, автоподатчик обычно дает самый простой поток работы.
Для круглого и шестигранного прутка это часто лучший выбор. Материал подается ровно, станок работает без постоянного участия оператора, а повторяемость получается стабильной, если диаметр и качество прутка не скачут от партии к партии.
Когда удобен автоподатчик
Автоподатчик нужен там, где сама заготовка подходит для подачи через шпиндель. Это типичная ситуация для серийных деталей из прутка, когда важно долго работать без остановок на ручную загрузку.
Он особенно уместен, если у вас стандартный круглый или шестигранный пруток, детали точат прямо из него без отдельной резки заготовок, а перед подачей не нужно разворачивать материал в определенное положение. Еще один плюс - простая логика работы. Настройка понятная, цикл предсказуемый, оператор вмешивается реже.
Но как только вы уходите в короткие отрезанные заготовки, картина меняется. Такие куски нужно брать по одному, иногда разворачивать нужной стороной, а иногда аккуратно устанавливать в патрон или зону перехвата. Здесь робот часто удобнее.
Когда робот дает больше свободы
Робот лучше подходит для заготовок, которые нельзя просто протолкнуть через шпиндель. Это могут быть короткие цилиндры, поковки, фланцы, литые детали, тяжелые корпуса и вообще все, что заметно отличается от обычного прутка.
Если заготовка тяжелая или неудобная по форме, робот берет на себя самую утомительную часть работы. Оператору не нужно каждый раз поднимать вес, ловить правильное положение и следить, чтобы деталь села без перекоса. Разница кажется мелочью только на бумаге. В смене она быстро превращается в более ровный цикл и меньшее число случайных ошибок.
Есть и другой момент - поверхность заготовки. Некоторые материалы легко поцарапать: мягкие сплавы, уже обработанные детали, поверхности с покрытием. В таких случаях подбирают мягкие губки, специальные вкладыши или другой тип захвата. У автоподатчика таких вариантов меньше, потому что сам принцип работы связан с движением материала по каналу подачи.
Ориентация детали перед загрузкой тоже важна. Если заготовку нужно подать строго одной стороной, совместить паз, отверстие или фаску, робот справляется заметно лучше. Он может брать деталь из кассеты, лотка или с конвейера и поворачивать ее так, как требует цикл. Для прутка такая задача обычно просто не возникает.
Итог тут довольно простой. Для прямого серийного точения из круглого или шестигранного прутка автоподатчик чаще логичнее. Для коротких, тяжелых, хрупких или нестандартных заготовок робот обычно дает больше контроля. Лучше всего этот вопрос решать не по каталогу, а с образцом детали в руках. Обычно именно так и делают при нормальном подборе оборудования.
Как длина серии меняет решение
На токарном участке длина серии часто влияет на выбор сильнее, чем сама идея автоматизации. Один и тот же станок может отлично работать с автоподатчиком на длинной серии и терять время на том же решении, если заказы меняются каждый день.
Если детали идут большими партиями, а диаметр и материал прутка почти не меняются, автоподатчик обычно дает понятный результат. Оператор один раз настраивает подачу, проверяет первую деталь, и дальше станок долго работает в ровном ритме. Чем меньше остановок на смену прутка, канала, цанги и параметров, тем быстрее такая схема начинает себя оправдывать.
Средние серии уже не так однозначны. Допустим, в недельном плане есть несколько типоразмеров, и каждый повторяется регулярно. Тогда нужно считать не только время цикла, но и все время между партиями. Если переналадка занимает 20 минут, а серия идет 8 часов, потери терпимы. Если те же 20 минут повторяются каждые полтора-два часа, ситуация уже совсем другая.
Когда длинная серия любит автоподачу
На длинной повторяющейся серии автоподатчик чаще всего проще по самой логике работы. Пруток подается непрерывно, оператор вмешивается реже, а смена проходит спокойнее.
Это особенно заметно, когда заказ идет по графику. Если предприятие каждый месяц выпускает одну и ту же группу деталей для автомобилестроения, судостроения или строительной техники, задача уже не только в том, чтобы убрать ручную подачу. Важнее держать стабильный выпуск и меньше зависеть от того, кто именно стоит у станка в конкретную смену.
Когда серия короткая
Короткие партии и частая смена номенклатуры меняют приоритеты. Здесь важно не только то, как быстро система подает заготовки, но и сколько времени уходит на переход к следующему заказу.
Если партия маленькая, а завтра нужен другой диаметр, другая длина и другая форма заготовки, долгие настройки быстро съедают весь выигрыш. На практике картина обычно такая: серия на несколько сотен деталей еще может хорошо идти с автоподатчиком, но на очень коротких партиях и смешанном графике робот нередко оказывается удобнее. Он не всегда быстрее в чистом машинном цикле, зато иногда тратит меньше времени между заказами.
Здесь полезно смотреть без иллюзий. Если простой на переналадке длиннее, чем выигрыш от автоматической подачи, выбирать нужно не самый быстрый вариант по паспорту, а тот, который меньше стоит без дела.
Сколько места нужно в цехе
На плане станок почти всегда выглядит компактно. В реальном цехе место съедает не только сам корпус станка, но и все, что нужно вокруг него каждый день: подача заготовки, доступ к шпинделю, вывоз стружки, проход людей и разворот тележки.
Автоподатчик прутка обычно тянет линию назад от станка. Сам станок может стоять плотно в ряду, но за его задней частью нужен длинный коридор под пруток, загрузку и обслуживание. Чем длиннее пруток, тем заметнее это ограничение. По ширине такая схема часто удобнее, чем робот, но по длине она быстро забирает свободную зону.
Роботу нужно другое пространство. Ему не нужен длинный хвост за станком, зато нужна рабочая зона для захвата, поворота и укладки заготовки. К этому добавляется ограждение, доступ для обслуживания, а иногда место под стол, лотки или паллету. На бумаге робот может казаться компактным, но после установки нередко выясняется, что ячейка вышла больше, чем ожидали.
Что мешает больше всего
Проблемы обычно начинаются не там, где стоит оборудование, а там, где двигается материал. Для автоподатчика нужен удобный путь для подвоза прутка. Пачки прутка не носят руками по узкому проходу. Их подают тележкой, краном или погрузчиком. Если сзади станка нет нормального подхода, оператор будет тратить лишнее время на каждую смену партии.
С роботом похожая история, только вместо прутка перемещаются лотки, кассеты или паллеты с заготовками. Им тоже нужно место рядом со станком. Если поддон оставить в проходе, он сразу начнет мешать оператору, наладчику, сервису и даже обычной уборке.
Перед покупкой полезно проверить четыре вещи: куда открываются двери станка и шкафа, где оператор будет стоять при наладке, как вывозить стружку и менять СОЖ, и сможет ли тележка или погрузчик нормально развернуться у линии.
Поэтому схема на бумаге почти никогда не совпадает с цехом один в один. На плане не видно человека у патрона, открытой двери, шлангов, тары под детали и пачки заготовки, которую привезли раньше времени. Если участок тесный, разница между "поместится" и "будет нормально работать" очень большая.
Вывод здесь тоже прямой. Автоподатчик чаще проще встроить в длинный ряд станков, если сзади есть запас по длине. Робот чаще удобнее там, где детали подают партиями и можно выделить боковую зону под ячейку. Проверять это лучше не по брошюре, а по реальному маршруту материала и людей в смене.
Как выбрать шаг за шагом
Решение лучше принимать не по общим обещаниям, а по своей детали и своему режиму работы. Побеждает не тот вариант, который выглядит современнее, а тот, который дает меньше простоев именно на вашем участке.
Сначала зафиксируйте базу. Возьмите одну деталь, которую вы делаете чаще других, и запишите материал, размер заготовки, длину, вес и требования к поверхности. Для длинного прутка и повторяющейся детали чаще подходит автоподатчик. Для штучных заготовок, поковок, отливок и деталей сложной формы обычно ближе робот.
Потом посчитайте не только машинное время, но и паузу между циклами. Если оператор тратит 12-20 секунд на ручную загрузку, открытие двери, установку и снятие детали, за смену набегает заметная потеря. Именно на этом этапе становится понятно, нужна ли вам простая подача прутка или более гибкая схема загрузки.
Чтобы не спорить на уровне ощущений, удобно сделать один рабочий лист. В нем обычно хватает пяти пунктов: самые частые детали и тип их заготовки, время резания и ручной загрузки, число артикулов за смену, место вокруг станка и человек, который будет следить за системой каждый день.
Число артикулов за смену влияет на выбор очень сильно. Если участок весь день точит одну и ту же деталь из прутка, автоподатчик часто дает самый понятный результат. Если за смену идет много разных позиций, а партии короткие, робот обычно удобнее, потому что легче вписывается в частую смену заготовки и логики выгрузки.
Место в цехе тоже решает многое. Автоподатчику нужен маршрут для прутка и запас по длине. Роботу нужен свой безопасный контур, место для поддонов, захватов и иногда промежуточного накопителя. На плане это часто выглядит аккуратно, но у станка все быстро становится прозаичнее. Поэтому размеры лучше проверять прямо на месте, с учетом дверей, проходов и доступа для сервиса.
Последний шаг многие пропускают: кто будет обслуживать систему каждый день. Если в смене сильный наладчик и порядок с оснасткой, роботическая ячейка обычно работает спокойно. Если персонал часто меняется, а задача простая и повторяемая, автоподатчик нередко дает меньше поводов для остановок.
Хорошее решение обычно видно на одном листе: тип заготовки, длина серии, потери на ручную подачу, место в цехе, частота переналадки и человек, который отвечает за работу системы. Когда эти цифры собраны, спорить уже почти не о чем.
Ошибки, которые встречаются чаще всего
Первая ошибка простая: участок выбирает решение не под свою работу, а по чужому удачному примеру. На словах спор часто сводят к вопросу, что современнее. На деле все упирается в тип деталей, длину серии и то, как люди работают у станка каждый день.
С автоподатчиком типичная промашка такая: его покупают для коротких партий, где диаметр прутка меняется постоянно. Для длинной серии это удобно. Но если утром идет одна деталь, после обеда другая, а к вечеру нужен еще один размер, наладка начинает съедать время. В итоге станок стоит, оператор меняет оснастку, а ожидаемой экономии нет.
С роботом ошибка обычно другая. Его ставят туда, где в цехе и так тесно. Сам робот занимает не только свой постамент. Ему нужна безопасная зона, место для захвата, поддонов, ограждения и прохода для людей. Если рядом уже стоит стеллаж, тележка с заготовками и шкаф управления, работа быстро превращается в постоянные обходы и лишние остановки.
Еще одна частая ошибка - считать только цену покупки. Этого мало. Нужно понимать, сколько минут станок теряет на ручной подаче, сколько стоит одна остановка, как часто идет переналадка и кто будет следить за системой. Иногда более дорогой вариант окупается быстрее просто потому, что станок меньше простаивает.
Есть и вещи, о которых вспоминают слишком поздно. Автоматическая загрузка не решает все сама по себе. Детали нужно куда-то складывать, стружку нужно отводить, а готовые изделия не должны смешиваться с браком. Если этот путь не продуман, автоматизация упрется в переполненный лоток или в грязную зону выгрузки.
Часто забывают и про доступ для наладки и сервиса. Это особенно заметно после монтажа, когда нужно быстро добраться до патрона, револьверной головы, датчика или зоны захвата. Если оператор вынужден тянуться через ограждение или каждый раз снимать часть оснастки, схему выбрали неудачно.
Перед покупкой достаточно проверить несколько вещей: как часто меняется форма или размер заготовки, сколько места останется для прохода и обслуживания, куда будут уходить готовые детали, как организован отвод стружки и сколько стоит час простоя именно вашего станка.
Хороший признак верного решения простой: после установки работа становится легче и ровнее, а не сложнее. Если схема уже на бумаге требует слишком много обходных действий, в цехе она почти наверняка даст сбой.
Простой пример для двух разных участков
Один и тот же токарный станок может работать по совсем разным правилам. Поэтому выбор обычно решают не по моде, а по графику, типу заготовки и тому, сколько раз за смену оператору приходится вмешиваться.
Участок 1
Участок делает простой валик из прутка и выпускает эту деталь почти всю неделю. Диаметр не меняется, материал один и тот же, партия большая. Главная задача - пройти смену с минимумом остановок.
В таком случае автоподатчик часто дает самый понятный результат. Он подает длинный пруток в шпиндель, станок точит деталь за деталью, а оператор не подходит к дверце каждые несколько минут. Если цикл короткий, разница ощущается сразу: даже 30-40 секунд на ручную подачу быстро превращаются в потерянные часы за неделю.
Для такого участка на первом месте не гибкость, а длинная автономная работа. Если программа стабильна, а номенклатура узкая, автоподатчик обычно проще встроить в ежедневный ритм.
Участок 2
Другой участок работает совсем иначе. Утром он точит 60 корпусов из отдельных заготовок, после обеда - 25 втулок, а завтра уже другую деталь. Заготовки лежат в лотках, форма меняется, длина меняется, партия короткая.
Здесь робот часто удобнее. Оператор меняет захват, ставит другой лоток или кассету, правит программу подачи и быстрее переходит на новый заказ. Да, автономная работа тоже есть. Но главный плюс в другом: участок не теряет слишком много времени на каждую переналадку.
Если таких коротких партий много, автоподатчик уже не всегда лучший вариант. Он хорош там, где есть длинный пруток и длинная серия. Когда заготовка штучная, а номенклатура прыгает весь день, робот обычно легче подстроить под реальную загрузку участка.
На практике все обычно сводится к нескольким вопросам. Заготовка идет из прутка или это отдельные детали? Серия длится несколько дней или меняется несколько раз за смену? Что дороже для участка: лишние минуты переналадки или простои оператора у станка? И есть ли место рядом со станком под нужную схему подачи?
Оба решения могут быть правильными. Для участка с валиком из прутка выгоднее считать часы непрерывной работы. Для участка с короткими сериями важнее считать минуты на смену захвата, лотка и программы. Когда считают не "вообще", а по своему календарю заказов, ответ обычно становится очевидным.
Что сделать дальше
Если заготовка идет прутком, а участок работает длинными ровными сериями, усложнять схему обычно нет смысла. Автоподатчик чаще всего дает самый понятный результат: станок дольше работает без пауз, подача идет непрерывно, оператор меньше отвлекается на ручные действия.
Когда деталь сложной формы, заготовки штучные или номенклатура меняется каждую неделю, чаще удобнее робот. Он лучше подходит для участков, где сегодня нужно грузить короткие поковки, завтра отрезки, а послезавтра совсем другую деталь. В такой ситуации важно считать не только время цикла, но и время переналадки.
Место в цехе быстро расставляет все по местам. На бумаге оба варианта выглядят просто, а рядом со станком выясняется, что не хватает прохода, некуда поставить накопитель или неудобно подходить для обслуживания. Поэтому сначала стоит нарисовать план участка с реальными размерами: станок, зоны доступа, место для заготовок, готовых деталей и безопасный проход для людей.
Перед запросом предложения полезно собрать короткий набор исходных данных: какая заготовка встречается чаще всего, сколько деталей в серии, как часто меняется номенклатура, сколько места есть рядом со станком и кто будет обслуживать систему каждый день.
Так вопрос выбора решается без догадок. Если пруток постоянный и серии длинные, логично смотреть в сторону автоподатчика. Если детали разные и переналадка случается часто, робот нередко оказывается практичнее, даже если стартовый проект выглядит сложнее.
Перед покупкой лучше обсуждать не абстрактную автоматизацию, а ваш реальный станок, вашу заготовку и вашу сменную работу. Для этого обычно хватает чертежа детали, размеров заготовки, желаемого выпуска за смену и простого плана участка.
Если нужен предметный расчет, такие данные лучше сразу разбирать с поставщиком. Для токарных станков и схем загрузки это особенно полезно, потому что ошибки становятся заметны не в каталоге, а уже на запуске. У EAST CNC этот разговор можно вести от подбора оборудования до пуско-наладки и сервисного обслуживания, поэтому удобнее начинать с конкретной детали и реального режима работы участка.
FAQ
Что лучше для деталей из прутка?
Если вы точите деталь из длинного круглого или шестигранного прутка и гоните длинные повторяющиеся серии, чаще берут автоподатчик. Он держит ровную подачу в шпиндель и убирает лишние паузы между циклами. Такой вариант особенно удобен там, где заготовка почти не меняется от партии к партии и оператору не нужно часто вмешиваться.
Когда робот выгоднее автоподатчика?
Робота обычно ставят под короткие заготовки, поковки, отливки, фланцы и детали сложной формы. Он удобен там, где заготовку нужно брать по одной, поворачивать нужной стороной и аккуратно ставить в патрон. Он также выручает, если деталь тяжелая, неудобная для рук или чувствительна к царапинам.
На что смотреть в первую очередь: на цену или на потери времени?
Сначала считайте не цену покупки, а потери на участке. Если оператор тратит много секунд на ручную загрузку в каждом цикле, за смену набегают часы простоя. Потом смотрите на переналадку. Иногда дешевое решение проигрывает просто потому, что станок слишком часто стоит между партиями.
Имеет ли смысл автоподатчик для коротких партий?
Не всегда. Если партии маленькие, а диаметр и длина прутка часто меняются, автоподатчик может терять время на настройке и смене оснастки. На коротких сериях его берут только тогда, когда номенклатура все же близкая и переходы между заказами не занимают много времени.
Как понять, хватит ли места в цехе?
Автоподатчику нужен запас по длине за станком и удобный путь для подвоза прутка. Роботу длинный коридор сзади не нужен, но ему требуется боковая зона под захват, ограждение и лотки или паллеты. По плану оба варианта могут выглядеть компактно, а в цехе все решают двери, проходы, стружка и разворот тележки.
Насколько важно качество и стабильность прутка?
Да, влияет напрямую. Если диаметр прутка гуляет от партии к партии или материал идет с кривизной, подача становится менее ровной, а цикл теряет стабильность. Перед выбором стоит проверить не только размер прутка по паспорту, но и то, что реально приходит на участок.
Робот всегда быстрее автоподатчика?
Не обязательно. В чистом цикле на длинной серии из прутка автоподатчик часто работает проще и без лишних движений. Робот берет свое в другом: ему легче работать с разными заготовками и быстрее переходить между разными заказами. Поэтому сравнивать нужно не только секунды резания, но и минуты между партиями.
Какие данные собрать перед запросом предложения?
Обычно хватает чертежа детали, размеров и веса заготовки, материала, длины серии, числа смен за день и простого плана участка. Еще полезно сразу указать, как часто меняется номенклатура. С этими данными проще понять, что даст меньше простоев именно на вашем станке.
Что проще в ежедневной работе для оператора?
Для простой повторяющейся работы из прутка чаще легче жить с автоподатчиком. У него понятная логика, и оператору проще держать стабильный ритм. Робот тоже может работать спокойно, но он требует более внимательной наладки, особенно если заготовки разные и захваты приходится менять.
Можно выбрать решение без теста на своей детали?
Предварительно да, но гадать по каталогу рискованно. Самый надежный способ — взять одну частую деталь, замерить ручную загрузку, учесть переналадку и посмотреть на реальную схему цеха. Если есть образец заготовки, решение обычно приходит быстрее и без лишних споров.