Quyish, kovka yoki prokat: seriyali detal uchun qaysi birini tanlash
Quyish, kovka yoki prokat seriyali detal uchun pripusk, o‘lcham barqarorligi va operatsiyalar soni bo‘yicha farq qiladi. Qayerda vaqt va metall yo‘qsiz ketayotganini ko‘rib chiqamiz.
Nima uchun zagatovka tanlovi butun seriyani o‘zgartiradi
Bir xil chizma turli yo‘llar bilan bajarilishi mumkin: quyish, kovka yoki prokat olish. Chizmada detal bir xil qoladi, ammo sexda deyarli hamma narsa o‘zgaradi. Pripusklar boshqacha hisoblanadi, baza olish boshqa usul bilan quriladi, sikl va asbobga tushadigan yuk ortadi yoki kamayadi.
Zagatovka tanlovi ko‘pincha juda kech qabul qilinadi. Dastlab kilogramm bo‘yicha narxga qarashadi, keyin esa arzon zagatovka butun mexanik ishlov berishni qimmatlatishini tushunishadi. Agar har bir detaldan ortiqcha 2–3 mm olib tashlash kerak bo‘lsa, stanok ko‘proq ishlaydi, asbob tezroq eskiradi va talaş ko‘payadi. Seriyada bu kichik masala emas. Bir detaldagi besh ortiqcha daqiqa osonlik bilan partiya bo‘yicha o‘nlab soatlarga aylanadi.
Boshqa muammo — zagatovkaning o‘lcham barqarorligi. Agar tashqi diametr, uzunlik yoki qalinlik dona-donaga o‘zgarib tursa, partiya notekis boradi. Birinchi detalda rejim mos, beshinchisida pripusk boshqacha bo‘ladi, o‘nchisida esa asbobni tuzatish yoki o‘lchashni tez-tez bajarish kerak bo‘ladi. Seriyali ishlab chiqarish takrorlanuvchanlikni yaxshi ko‘radi. Zagatovka chayqalsa, mexanik ishlov berish marshruti hatto oddiy detalda ham ishdan chiqadi.
Zagatovka tanlashdagi xato birinchi operatsiyadan keyin ham tarqaladi. U bazalashga, tokcha va osnastkalarni tanlashga, xomaki o‘tkazishga, operatsiyalar orasidagi nazoratga va hatto tozalash o‘lchamiga yetarli qattiqlik bor-yo‘qligiga ta'sir qiladi. Agar zagatovka noqulay bo‘lsa, texnologik jarayon uning zaif tomonlari atrofida quriladi, detal o‘ziga qarab emas.
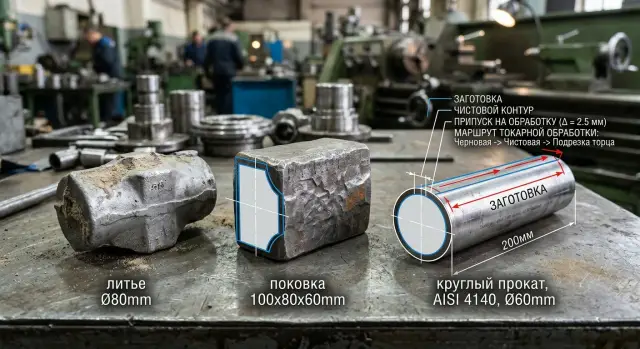
Bu oddiy flanetsli bush (vtulka) misolida yaxshi ko‘rinadi. Prokatdan uni tayyorlash uzoq tayyorgarlikni talab qilmaydi, lekin pripusk ko‘pincha katta bo‘ladi. Kovka materal detail shakliga yaqinroq beradi, ammo o‘lchamlardagi tarqalishni hisobga olish kerak. Quyish esa yana ham yaqinroq kontur berishi mumkin, lekin bu holatda zagatovkaning o‘zi yuqori sifat talabiga ega bo‘ladi. Chizma bitta, lekin sikl va asbob iste'moli, partiyaning xulqi allaqachon boshqacha bo‘ladi.
Zagatovka tanlash — loyiha boshidagi formalnost emas. Bu birinchi o‘rnatishdan oxirgi o‘lchovgacha butun marshrutni belgilovchi nuqta.
Uch variant nimasi bilan farq qiladi
Quyish, kovka va prokat bir xil detal uchun turlicha boshlang‘ich nuqtani beradi. Chizmada yakuniy o‘lcham bitta, ammo sexda ishlash boshqacha: olinadigan hajm, operatsiyalar tartibi va hatto bazalar tanlovi o‘zgaradi.
Quyish odatda tayyor detal shakliga yaqinroq bo‘ladi. Bu flanetslar, qoplamlar, bo‘shliqlar yoki qalinlikdagi keskin o‘zgarishlar mavjud bo‘lsa qulay. Material kamroq ketadi, lekin quyma zagatovkada devor qalinliklari, tekisliklar va mahalliy pripusklar ko‘proq siljishi mumkin. Shu sababli stanokda ko‘pincha notekis qatlam olib tashlanadi va bazani chiqarish ko‘proq vaqt oladi.
Kovka odatda yuk ostida ishlaydigan detallar uchun olinadi: val, shpilka, qo‘l, og‘ir bushlar. Uning metall tuzilishi zichroq va bunday zagatovka zarb va o‘zgaruvchan yuklarga yaxshi bardosh beradi. Shakli ko‘proq xomroq bo‘ladi, lekin kuchli uzel uchun bu ko‘pincha oqilona tanlov. Albatta, kovkadan keyin ham geometrik egilishlar, burilishlar va o‘lcham tarqalishi bo‘lishi mumkin, bu esa ishlov berishga qo‘shimcha pripusk sifatida qo‘yiladi.
Prokatni sotib olish osonroq va ishlab chiqarishga tezroq qo‘yish mumkin. Aylana, oltiburchak yoki plastina turidagi prokat oddiy va ko‘p hollarda to‘g‘ri yo‘lni beradi. Agar detal oddiy bo‘lsa, prokatdan ko‘p qismi tokarlik yoki frezer ishlovlari bilan olinadi. Lekin agar detal murakkab bo‘lsa, prokatdan juda ko‘p ortiqcha materialni kesib olish kerak bo‘ladi va bu darhol sikl vaqtiga ta'sir qiladi.
Agar juda sodda qilib aytsak: prokat — mavjudligi va tez boshlash uchun; quyish — detalga yaqin shakl uchun; kovka — yuk ostidagi ishlarga moslik uchun tanlanadi. Keyin hammasini o‘lchamlar, toleranslar va har bir donaga qancha vaqt sarflashga tayyorligingiz hal qiladi.
Pripusk (ortiqcha material) qanday ta'sir ko‘rsatadi
Pripusk chizmada kichik muammo kabi ko‘rinishi mumkin. Seriyada u tezda stanok vaqtiga va kilogramm talaşga aylanadi. Agar zagatovka katta ortiqcha material bilan kelsa, operatorga qo‘shimcha xomaki kesishlar kerak bo‘ladi, har bir kesish siklni uzaytiradi.
Tokarlik operatsiyasida bu darhol ko‘rinadi. Bir aniq olinadigan qatlam o‘rniga detal ikki yoki uch xomaki kesishdan o‘tadi, keyin esa yakuniy kesish bo‘ladi. Stanok ko‘proq band, kesuvchi asbob ko‘proq qiziydi va partiya sekinroq chiqadi. 500 yoki 1000 dona seriyada farq allaqachon soniyalarda emas, soatlarda hisoblanadi.
Material ham sezilarli darajada yo‘qoladi. Tashqi diametr, uch yoki burtni katta pripusk bilan olish kerak bo‘lsa, metall talaşga aylanadi. Prokatda bu tez-tez uchraydi: shakli tushunarli va yetkazib berish muddati yaxshi, lekin ortiqcha hajm har bir detalladan kesib olinadi. Quyish va kovka ba'zida detalga yaqinroq kontur berishi mumkin, shuning uchun chiqindilar kamroq bo‘ladi.
Judda kichik pripusk ham muammo tug‘diradi. Chizmada sikl qisqaroq ko‘rinadi, lekin amaliyotda kesuvchi asbob doimo quyma qoplamani, kovkadan keyingi oksid qobig‘ini yoki mahalliy ovalni olib tashlay olmaydi. Natijada yuzada nuqsonlar qoladi va o‘lchamni xavf ostiga qo‘ymasdan aniq bajarib bo‘lmaydi.
Yaxshi pripusk bejiz qoldirilmaydi. Uni zagatovkaning haqiqiy xatti-harakatiga moslab hisoblaydilar: o‘lcham tarqalishi, burilish, korak qobig‘i qattiqligi, bazalash aniqligi. Agar partiya barqaror bo‘lmasa, texnolog ko‘pincha sug‘urta uchun ortiqcha material qoldiradi. Bu tushunarli, lekin qimmatga tushadi.
Oldindan ikki narsani hisoblash foydali: bir ortiqcha kesish nechta soniya qo‘shishini va butun partiyada necha kilogramm metall talaşga aylanishini. Bunday hisobdan keyin quyish, kovka va prokat o‘rtasidagi tanlov ancha ravshanlashadi.
Qayerda o‘lcham barqarorroq bo‘ladi
Seriya uchun osoyishta zagatovka — bu partiya va dona bo‘yicha o‘lchami kamroq o‘zgaradigan zagatovka. Unda sozlovchi nolni kamroq harakat qiladi, operator ortiqcha pripuskni kamroq tutadi va dastur uzoqroq tuzatmasiz ishlaydi.
Quyishda o‘lcham odatda kamroq tekis bo‘ladi. Ayniqsa devor qalinligi, tekisliklar va metall noteng sovigan zonalarda bu ko‘rinadi. Bir detalda pripusk qulay bo‘lsa, boshqasida sezilarli ko‘proq olib tashlash kerak bo‘ladi.
Kovka umumiy shakl bo‘yicha ko‘proq barqaror bo‘ladi. Tuzilishi zichroq, tashqi kontur quyishga nisbatan ancha takrorlanadi. Lekin uning ham o‘z nozik jihati bor: shtamplash yoki kovka betlaridan keyingi o‘tishlar va obrashlar darhol aniq o‘lcham olishga imkon bermaydi, shuning uchun marshrut hali ham ortiqcha material atrofida quriladi.
Prokatda esa hol boshqacha. Bir qarashda eng oddiy variant kabi: prut yoki trubkadan kesib olib ishlash. Amalda esa muammolar diametr, tekislik va ovalilik bilan bo‘ladi. Agar prut biroz egilgan bo‘lsa, qisqich ishlashi allaqachon tekis emas va keyingi jarayonlarda tebranish saqlanadi.
Seriyali ishlov berishda bu farq juda sezilarli bo‘ladi. Masalan, sex prutdan vtulkalar partiyasini aylantiradi. Bir zagatovka tashqi diametri deyarli nominalda, ikkinchisida oval, uchinchisida esa engil bukilish bor. Dastur bir xil, lekin olinadigan material hajmi har xil. Shu sababli sikl va yakuniy kesish beqaror bo‘ladi, chiquvchi o‘lcham doimiy ravishda tolga chiqadi.
Zagatovka barqaror bo‘lsa, butun marshrutni ritmda ushlab turish osonroq. Bazalash takrorlanadi, pripusk oldindan taxmin qilib bo‘ladi, nazorat kamroq kutilmaganlik beradi. Seriya uchun ko‘pincha bu bir zagatovka bir kilogramm narxidagi farqdan muhimroq bo‘ladi.
Zagatovka marshrutni qanday o‘zgartiradi
Marshrut ko‘pincha zagatovka o‘zgarganda qolavermaydi. Bir xil chizma turli operatsiyalar tartibini, o‘rnatish sonini va bazalash usulini beradi.
Quyish odatda tayyorgarlik bosqichini talab qiladi. Quyma qobiqqa aniqlik bilan bazalash qiyin bo‘ladi, shuning uchun avvalo tashqi qatlamni olib tashlashadi, keyin esa toza baza olinadi. Ba'zan buni asosiy sikldan tashqari alohida xomaki o‘tkazish yoki qisqa tayyorlov operatsiyasi bilan amalga oshirishadi. Agar bu bosqich o‘tkazib yuborilsa, o‘lcham birinchi o‘rnatishda chayqalishi mumkin.
Kovka esa boshqacha. Tuzilishi yaxshi hisobli, lekin shtamplash yoki kovkadan keyingi shakl har doim ham tekis emas. Operator ko‘pincha zagatovkani tekislashi, burilishni olib tashlashi, sezilarli xomaki pripuskni o‘chirishi va faqat keyin aniq o‘lchamlarga o‘tishi kerak bo‘ladi. Shu sababli marshrut ko‘pincha cho‘ziladi: dastlab xomaki barqarorlashtirish, so‘ngra yarim tozalash va oxir-oqibat tozalash.
Prokat esa eng oson ushlab olinadi, agar detal shakli oddiy bo‘lsa. Val, bush yoki qadamli detal uchun aylana prut ko‘pincha eng qisqa yo‘lni beradi: zagatovkani kesib, qishtirib, bazani protachib, o‘lchamlarga o‘tish. Ammo bu prokatdan olinadigan shakl detalga mos bo‘lsa ishlaydi. Agar detal murakkab bo‘lsa, prokat tezda ortiqcha kesish va uzoq ishlov berishga aylanadi.
Odatda to‘rt narsa o‘zgaradi: birinchi baza, xomaki ishlov hajmi, qayta o‘rnatishlar soni va torna bilan frezer o‘rtasidagi tartib. Shuning uchun kirishdagi arzon material har doim ham chiqishdagi arzon detal bermaydi. Zagatovka arzon bo‘lishi mumkin, lekin yana bir o‘rnatish, uzoq xomaki sikl va alohida nazorat qo‘shishi mumkin.
Amaliyotda bu tez seziladi. Oddiy detal prokatdan ikki o‘rnatishda tugashi mumkin. Xuddi shu detal quyishdan esa avval qobiqni olib tashlash, keyin bazani shakllantirish, so‘ngra zagatovkani aylantirib ko‘rsatish talab qilinishi mumkin. Zagatovka narxidagi farq mavjud, lekin ortiqcha o‘tish osonlik bilan bu tejashni yutadi.
CNC tokarlarda bu effekt seriyada ayniqsa seziladi. Qanchalar tekis va taxminan bir xil zagatovka bo‘lsa, sikl qisqaroq va sozlash osonroq bo‘ladi. Shu sababli marshrutni zagatovka bilan birga hisoblash ma'qul.
Qanday qilib variantni bosqichma-bosqich tanlash
Zagatovkani kilogramm narxi bo‘yicha emas, balki detal butun marshrut bo‘ylab qanday o‘tishini hisobga olgan holda tanlash ma'qul. Arzon zagatovka, agar stanok ortiqcha metalni uzoq kesib olishi kerak bo‘lsa, osongina qimmatga aylanadi.
Avvalo qat'iy toleranslarga ega yuzalarni va o‘lchamlar qayerda joylashganini belgilang — joylar, qaysi o‘lcham o‘tkazuvchanlik, soatlanuvchanlik yoki tebranishga ta'sir qiladi. Odatda bu podshipnik uchun teshiklar, baza uchlari, o‘rnatish uchun tashqi diametrlar va keyin nazoratga tushuvchi tekisliklardir. Agar bunday zonalar detalning ikkala tomonida bo‘lsa, birinchi o‘rnatish uchun qaysi zagatovka aniq baza beradi, shunga qarang.
Keyin pripuskni har bir baza va muhim diametr bo‘yicha alohida hisoblang. Quyishda u ko‘pincha eng notekis bo‘ladi. Kovkada shakl detalga yaqinroq, lekin tarqalish shtamp va rejimga bog‘liq. Prokatda geometriya oddiyroq, lekin ba'zi zonalarda sezilarli ortiqcha materialni qirqib olish kerak bo‘ladi, ayniqsa detal aylana shaklga mos bo‘lmasa yoki flanets bo‘lsa.
Keyin yetkazib beruvchida qanday o‘lchamlar mavjudligini tekshiring. Qog‘ozda ideal zagatovkani tanlash mumkin, lekin xaridda ko‘pincha atrofdagi turdagi o‘lchamlar mavjud bo‘ladi. Bir diametr yoki qalinlik bo‘yicha bir qadam farq sikl vaqtiga, asbob iste'moliga va talaş hajmiga ta'sir qiladi.
Shundan so‘ng bir detal uchun xomaki marshrutni tezda tuzing: birinchi o‘rnatish qanday, xomaki ishlov qayerda bo‘ladi, qaysi yuzalarda yakuniy kesishlar qoladi, kerak bo‘lsa zagatovkani o‘girish va yakuniy nazorat qanday tashkil etiladi. Agar bunday marshrut boshlang‘ich bosqichda juda uzun, ortiqcha qayta o‘rnatish yoki noqulay qisqich ko‘rsatadigan bo‘lsa, zagatovka yaxshi tanlanmagan.
Keyin uch raqamni bir jadvalga yig‘ing: bir dona uchun sikl vaqti, chiqindining hajmi va nuqson xavfi. Xavfni quyidagicha baholang: qayerda qutilish, baza siljishi, kovoqlar, oksid yoki bitta o‘tkazishda katta kesish sababli toleransdan chiqish ehtimoli yuqori.
Oxirgi qadam ko‘pincha eng ko‘p pulni tejaydi: sinov partiyasini olib, uni haqiqiy marshrut bo‘yicha ishlang. Dastlabki 10–20 detalda qaysi zagatovka o‘lchamni tinchroq saqlashini, operator qayerda ortiqcha daqiqalarni yo‘qotishini va qaysi variant seriya uchun taxminan barqaror natija berishini ko‘rish mumkin.
Flanetsli vtulka misoli
Oddiy va tushunarli detal: turli qirrali burti, o‘tish teshigi va tashqi diametr mavjud bo‘lgan vtulka. Unga korpus, tayanish burti va o‘rnashish yuzalari kerak, ular soaslikni saqlashi lozim. Bunday detalda quyish, kovka va prokat o‘rtasidagi farq juda tez ko‘rinadi, serialni ishga tushirishdan oldin ham.
Agar partiya kichik bo‘lsa, prokat odatda tez boshlash uchun eng yaxshi. Aylana prutni oson sotib olib, uzunlikka kesib, darhol CNC tokarga jo‘natish mumkin. Sinov seriyasi uchun bu qulay: marshrut qisqa, osnastka sodda va zagatovka yetkazib berish muddati kamdan-kam ishni kechiktiradi.
Ammo prokatning aniq kamchiligi bor. Agar burt korpusdan ancha katta bo‘lsa, stanok ko‘p ortiqcha materialni olib tashlaydi. Flanetsli vtulka uchun bu ko‘proq xomaki tokarlik, ko‘proq talaş va har bir detal uchun uzoqroq sikl degani. Bir necha yuz dona partiyada vaqt bo‘yicha farq yaxshi seziladi.
Bunday hollarda quyish ko‘pincha yaxshiroq ko‘rinadi. Zagatovka detal shakliga yaqinroq bo‘ladi, shuning uchun ishlov uchun pripusk kamroq, ayniqsa burt va tashqi diametr bo‘yicha. Marshrut o‘zgaradi: metallni uzoq olib tashlash o‘rniga operator tezroq baza va yakuniy o‘tkazishga chiqadi. Ammo quyma zagatovka har doim ham o‘lcham jihatidan tekis bo‘lmaydi. Agar partiya katta tarqalish bilan kelsa, xomaki o‘tkazishni kengaytirish, tez-tez o‘lchash yoki qo‘shimcha operatsiya qo‘shish kerak bo‘ladi.
Kovka boshqa ustunlik beradi. Agar vtulka yuqori yoki o‘zgaruvchan yuk ostida ishlasa, kovka metall strukturasi bo‘yicha ustunlik beradi. Mas'uliyatli detal uchun bu ko‘pincha zagatovka narxidan ham muhimroq bo‘ladi. Olib tashlanadigan hajm jihatidan kovka prokat va quyish orasida joylashadi: prutdan kamroq, yaxshi quyishdan esa ko‘proq material ketadi.
Bunday vtulka uchun qaror odatda quyidagicha: kichik partiya va tez boshlash uchun prokat; agar burt katta va ortiqcha kesish juda katta bo‘lsa — quyish; agar yig‘ma qism yuk ostida bo‘lsa va mustahkamlik muhim bo‘lsa — kovka. Qattiq tolerans (soaslik va diametr bo‘yicha) bo‘lsa, yetkazib berishdan partiyadan partiyagacha o‘lcham barqarorligi yaxshiroq bo‘lgan variantni tanlash kerak.
Amaliyotda qattiq tolerans qarorni narxdan ko‘ra ko‘proq o‘zgartiradi. O‘lchami siljiydigan arzon zagatovka osongina tejashni yutib yuboradi: sikl vaqti oshadi, nazorat ko‘payadi va nuqson xavfi ko‘tariladi.
Qayerda ko‘proq xato qilinadi
Eng keng tarqalgan xato oddiy: faqat kilogramm narxini hisoblash. Qog‘ozda prokat ko‘pincha quyish yoki kovkadan arzonroq ko‘rinadi. Lekin seriyada bu eng yaxshi ko‘rsatkich emas. Agar aylana prutdan keyin katta hajm talaşga aylanadigan bo‘lsa, arzon zagatovka tez orada arzon bo‘lmay qoladi.
Ikkinchi xato — stanok vaqtini unutish. Ko‘pchilik materialni hisoblaydi, ammo xomaki ishlov uchun ketadigan daqiqalarni hisobga olmaydi. Aynan shu yerda ko‘pincha xarajatning katta qismi ketadi. Katta pripuskda nafaqat kesish vaqti oshadi, balki plaxta, asbobning yuklanishi, talaş hajmi va o‘lchamni yo‘qotish xavfi ham oshadi.
Quyishda esa boshqa xato uchraydi. Tayyorga yaqin shakldagi zagatovkani oladi, lekin birinchi o‘rnatish uchun qulay baza bor-yo‘qligini tekshirmaydi. Natijada detal noaniq qishtiriladi, tebranishni tuzatish, ortiqcha o‘tishlar yoki vaqtinchalik yuzalarni qo‘shish kerak bo‘ladi. Seriya shu bilan tezroq emas.
Prokat bilan xato odatda og‘irroq. Uni shunday joyga qo‘yishadi-ki, hajmining yarmi talaşga aylanadi. Oddiy vtulka uchun bunday holatni kechirish mumkin. Lekin flanetsli detal, katta diametr farqi, cho‘ntaklar yoki tanlashlar bo‘lsa, bu yondashuv ko‘pincha ishlab chiqarish narxini sezilarli oshiradi.
Yana bir xato bor, u darhol ko‘zga tashlanmaydi. Birinchi partiya keladi, bir necha dona ishlanadi, hammasi yaxshi ko‘rinadi va loyiha davom ettiriladi. Lekin takrorlanuvchanlik hech kim jiddiy tekshirmagan bo‘ladi. Bir hafta o‘tib o‘lchamlar partiyadan partiyaga siljiy boshlashi, pripusk o‘zgarishi va dastlabki ikki detalga mos kelgan rejimlar keyin xuddi shunday natija bermasligi ma'lum bo‘ladi.
Seriyani boshlashdan oldin beshta narsani tekshirish foydali: kilogramm bo‘yicha narxni emas, balki tayyor detal narxini; bir sikl uchun xomaki ishlov uchun ketadigan daqiqalar; birinchi o‘rnatishda bazalash qulayligi; qancha metall talaşga aylanadi; kamida birinchi partiyada o‘lcham takrorlanuvchanligi. Xato ko‘pincha shovqin bilan kelmaydi. Ko‘proq holda u siklga qo‘shilgan ortiqcha 6–8 daqiqa, ikki qo‘shimcha o‘tish va doimiy o‘lcham sozlash kabi ko‘rinadi.
Ishga tushirishdan oldingi qisqa tekshiruv
Qaror qabul qilingan bo‘lsa ham, darhol butun partiyani ishga bermang. Bir necha daqiqalik tekshiruv ko‘pincha butun smenani, asbobni va yetkazib berish muddatini tejaydi.
Avvalo barcha yakuniy o‘tishlarda qolgan pripuskni tekshiring. Bir joyda material yetishmasa, detal o‘lchamga chiqmaydi. Agar pripusk juda katta bo‘lsa, stanok ortiqcha xomaki kesish uchun vaqt yo‘qotadi.
Keyin bazalashga yana bir bor qarang. Zagatovka osnastkaga har bir detalda bir xil joylashishi kerak. Agar birinchi detal yaxshi bo‘lsa, ikkinchisi tebranish bersa, sabab ko‘pincha baza, dastur emas.
Alohida xomaki ishlovni pessimistlik bilan baholang. Shpindel, patrubok, asbob va stanok quvvatiga ilk qatlamni olib tashlash yetarli bo‘lishi shart. Bu kovkadan keyingi qattiq qobiq yoki quyishning noteng shakli bo‘lganda ayniqsa muhim.
Keyin birinchi detal uchun oddiy nazoratni tayyorlang. Operator xomakidan keyin nima o‘lchanishini va tozalashdan keyin nima tekshirilishini darhol tushunishi kerak. Bir qog‘ozdagi aniq o‘lchovlar va toleranslar og‘zaki tushuntirishdan ko‘ra foydaliroq bo‘ladi.
Yana bir amaliy masala: zahiraviy zagatovka almashtirishini oldindan sinab ko‘ring. Hatto shakl-jihatidan yaqin variant ham qisqichni, katta asbobni va butun marshrutni o‘zgartirishi mumkin.
Agar ushbu punktlar mos kelsa, seriya odatda silliq ketadi. Agar hech bo‘lmaganda bittasi shubha tug‘dirsa, boshlashni biroz kechiktirib jarayonni tuzatish ma'qul — keyin osnastkani qayta ishlash yoki partiyani rad etishdan yaxshiroq.
Keyingi nima qilish kerak
Quyish, kovka yoki prokatni seriyali detal uchun tanlashda xato ko‘pincha juda tor hisoblashdan boshlanadi. Faqat zagatovka narxini ko‘rish yetarli emas. Seriya uchun ma'qulroq yondashuv — bitta chizma bo‘yicha uchta variant bo‘yicha hisob so‘rash.
Bunday yondashuv pripusk, sikl vaqti, chiqindilar va nuqson xavfi bo‘yicha farqni tez ko‘rsatadi. Ba'zan prokat kirishda arzonroq ko‘rinadi, lekin keyin ortiqcha o‘tishlardan soatlarni yutadi. Kovka yoki quyish zagatovka sifatida qimmatroq bo‘lishi mumkin, lekin yakuniy detal narxi pastroq chiqadi.
Taqqoslashni bitta jadvalga yig‘ish foydali: zagatovka narxi, tayyor detal narxi, bir dona ishlov vaqti, kutilyotgan chiqindilar va taxminiy nuqson xavfi. Shundan so‘ng mexanik ishlov berish marshrutiga qarash maqsadga muvofiq bo‘ladi. Agar zagatovka o‘lcham jihatidan beqaror bo‘lsa, texnolog ko‘pincha xomaki o‘tishlar, oraliq nazorat va ba'zan yana bir o‘rnatishni qo‘shadi. Bu faqat vaqtga emas, balki uskunani tanlashga ham ta'sir qiladi.
Tanlangan marshrut uchun qaysi CNC tokari ortiqcha zaxirasiz va qattiqlik xavfisiz ishlay olishini tekshirish kerak. Bir detal uchun oddiy tokarlik yetarli bo‘ladi. Boshqa detallar esa dvigatel boshqaruvli asbob, yanada qattiqroq ushlash yoki turli xil oziqlantirish sxemasini talab qilishi mumkin.
Agar seriya Qozog‘istonda yoki boshqa MDH davlatlarida ishga tushirilayotgan bo‘lsa, zagatovka va uskunani birgalikda ko‘rib chiqish qulayroq. EAST CNC, Taizhou Eastern CNC Technology Co., Ltd. ning Qozog‘istondagi rasmiy vakili sifatida, tokarlik CNC stanoklari, ishlov berish markazlari va avtomatik liniyalarni yetkazib beradi hamda tanlash, ishga tushirish va servisda yordam beradi. Bunday bog‘lanishda abstrakt sxemani emas, aniq detal va seriya hajmiga mos real marshrutni hisoblash osonroq bo‘ladi.
Amaliy ish tartibi sodda: chizma, material, partiya hajmini va toleranslarni yuboring; quyish, kovka va prokat bo‘yicha hisob so‘rang; tayyor detal narxini solishtiring, faqat zagatovka narxiga qarab emas; so‘ngra tanlangan marshrut uchun qaysi stanok kerakligini tekshiring. Bunday taqqoslash natijasi darhol ko‘rinadi: siz naqadar barqaror seriyali detal olish uchun qancha to‘lashingiz kerakligini tushunasiz.