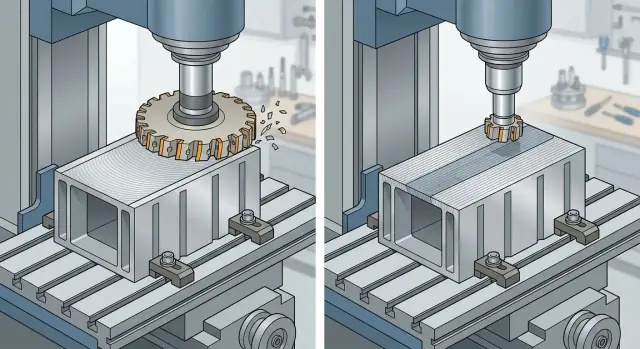
Keng yuz frezasi yoki tor o‘tishlar: qaysi biri tekisroq
Quti-simon detallarda tekislik uchun keng yuz frezasi yoki tor o‘tishlar qachon yaxshiroq natija berishini va qoplanish natijani qanday o‘zgartirishini tahlil qilamiz.
Muammo nimada
Yuz frezalashdan keyin sirt ko‘pincha yaxshi ko‘rinadi: yaltiroqligi bir xil, izlar tartibli, freza izi toza. Lekin keyin detal plitaga qo‘yilganda yoki indikator bilan tekshirilganda manzara o‘zgaradi. O‘rtasi chiqib ketadi, qirra qiyshayadi, qo‘shni yo‘laklar orasida esa mayda zinapoya paydo bo‘ladi.
Sababi oddiy: frezaning chiroyli izi va yaxshi tekislik — bir narsa emas. Sirt toza ko‘rinishi mumkin, ammo ishlov paytida asbob biroz egiladi, detal prujinalaydi, siqish va qizish esa o‘lchovgacha ham shaklni o‘zgartiradi.
Nega ko‘z aldaydi
Tekislikni yuz frezalashda ko‘z avvalo yaltiroqlik va qo‘pollikni sezadi, geometriyani emas. Agar freza metallni yirtilgan izlarsiz olib tashlagan bo‘lsa, sirt to‘g‘ri tuyuladi. Ammo indikator ko‘z o‘tkazib yuboradigan narsani ko‘rsatadi: uzunlik bo‘yicha to‘lqin, ichki bo‘shliq ustidagi cho‘kish yoki o‘tishlar tutashgan joydagi balandlik farqi.
Bu ayniqsa quti-simon detallarda tez-tez ko‘rinadi. O‘tishlar orasidagi izlar deyarli bilinmaydi, lekin tekislik bo‘yicha umumiy og‘ish allaqachon dopuskdan chiqib ketgan bo‘ladi.
Nega quti-simon detal kaprizroq
Yaxlit plita odatda oldindan aytish osonroq bo‘ladi: massa va qattiqlik unda bir tekisroq taqsimlangan. Quti-simon detal boshqacha tuzilgan. Ichida bo‘shliqlar bor, yonida yupqa devorlar va qovurg‘alar turadi, metall qalinligi esa zonadan zonaga o‘zgaradi.
Shu sabab freza butun kenglik bo‘ylab bir xil asosni kesmaydi. Bo‘shliq ustida detal biroz prujinalaydi, qirra yaqinida esa ushlanishi sustroq bo‘ladi. Siqishlar bo‘shatilgandan keyin metall ichki kuchlanishni qayta taqsimlashi mumkin va tekislik stanokdan tashqarida ham o‘zgaradi.
Odatda muammolar bir xil joylarda paydo bo‘ladi. Qirralarda qiyshayish chiqadi, chunki asbob kesishga notekis kirib-chiqadi. O‘tishlar orasida zinapoya qoladi, agar qoplanish kichik bo‘lsa yoki shpindel ideal o‘rnatilmagan bo‘lsa. Oynalar va yupqa devorlar ustida esa to‘lqin paydo bo‘ladi, chunki u yerlarda detal qovurg‘a yoki massali tayanchdagidan sustroq.
Shu bois keng yuz frezasi bilan bir nechta tor o‘tishlar orasidagi tanlov kamdan-kam faqat tezlikka borib taqaladi. Avval detal kesish paytida shaklni qanchalik ushlab turishini va keyin o‘lchovda nima chiqishini ko‘rish kerak.
Ishlov berishning ikki sxemasi
Quti-simon detalning yuqori tekisligi uchun odatda ikki variantdan biri tanlanadi. Birinchisi — deyarli butun kenglikni bitta o‘tishda yoki bir-biriga yaqin ikki o‘tishda yopadigan keng yuz frezasi. Ikkinchisi — diametri kichikroq freza va bir nechta yonma-yon yo‘lak.
Keng freza o‘tishlar sonini kamaytiradi. Yo‘laklar orasidagi chegara kamayadi, ular bilan birga sezilarli zinapoya chiqish xavfi ham pasayadi. Vaqt bo‘yicha ham bunday sxema ko‘pincha foydaliroq bo‘ladi: bo‘sh yurish kamroq, marshrut sodda, o‘tishdan o‘tishga xatoni yig‘ib olish ehtimoli past.
Tor o‘tishlar esa ishlovni bo‘lib yuboradi. Asbob, shpindel va detalning o‘ziga tushadigan yuk yumshoqroq bo‘ladi. Quti-simon detalda bu ko‘pincha foyda beradi: devorlar va oraliq qovurg‘alar kesish paytida o‘ynaydi, shuning uchun sokin rejim ba’zan bitta keng o‘tishdan ko‘ra tekisroq yuz beradi.
Lekin bir nechta yo‘lak boshqa muammo qo‘shadi. Har bir keyingi o‘tish oldingisini qisman yopishi kerak. Qoplanish kichik bo‘lsa, yo‘laklar orasida qirra qoladi. Juda katta bo‘lsa, freza allaqachon tozalangan poloskani qayta kesadi, qizish ortadi va iz o‘zgaradi. Ko‘zga sirt silliq tuyulishi mumkin, ammo tekislik bo‘yicha u allaqachon yuzdan chiqib ketadi.
Diametrning o‘zi hech narsani kafolatlamaydi. Natijaga asbob biye, shpindel qattiqligi, chiqib turish uzunligi, detalning siqilishi va hatto plastinalarning qanchalik bir tekis o‘tirgani ta’sir qiladi. Katta freza zaif tugunda to‘lqin qoldirishi mumkin. Kichikroq freza sokin rejimda ko‘proq halol tekislik beradi, garchi o‘tishlar ko‘proq bo‘lsa ham.
Quti-simon detal bu vazifada nimani o‘zgartiradi
Quti-simon detal kamdan-kam massiv zagotovkaga o‘xshaydi. Tashqaridan u qattiqdek ko‘rinishi mumkin, ammo ichida oynalar, bo‘shliqlar, yupqa devorlar va qovurg‘alar orasidagi uzun oralig‘lar bor. Yuz frezalashda bu darrov seziladi: kesish kuchi nafaqat metallni oladi, balki yuqori devorni ham bukadi, ayniqsa uning ostida bo‘shliq bo‘lsa.
Siqish ham natijani kuchli o‘zgartiradi. Agar korpus chetlardan bosilgan yoki tayanchlar bir-biridan uzoq qo‘yilgan bo‘lsa, detal allaqachon stol ustida qiyshaygan holatda turadi. Freza metallni shu buzilgan shakl bo‘yicha olib tashlaydi. Bo‘shatilgandan keyin korpus qisman tiklanadi va tekislik o‘zgaradi.
Ko‘pincha e’tibordan chetda qoladigan yana bir sabab bor: quyish, payvandlash yoki qora ishlovdan keyingi ichki kuchlanishlar. Detal siqilgan paytda ular qisman ushlab turiladi. Stolning ustidan olingach, bir burchak ko‘tarilishi, markaz biroz qaytishi, o‘tishlar orasida esa stanokda ko‘rinmagan pog‘onalar paydo bo‘lishi mumkin.
Oddiy misol: korpusning yuqori maydoni va uning ostida katta bo‘shligi bor. Uni to‘rt burchakdan qo‘yib qattiq bosib tursangiz, yuqoridan hammasi barqaror ko‘rinadi. Lekin o‘tish vaqtida markaz biroz cho‘kadi. Stol ustidan olingandan keyin esa u qaytadi va o‘lchov boshqacha manzarani ko‘rsatadi.
Keng freza nimalarni beradi, tor o‘tishlar nimalarni beradi
Agar faqat ishlovdan keyingi izga qaralsa, keng yuz frezasi ko‘pincha ustun keladi. U tekislikni deyarli bir yo‘la bosib o‘tadi, naqsh sokinroq chiqadi va yo‘laklar orasidagi o‘tishlar kamroq bo‘ladi. Quti-simon detalda bu ayniqsa seziladi.
Lekin bunday sxemaning zaif tomoni bor. Katta diametr shpindel biye, detal qiyshashuvi va noto‘g‘ri sozlamaga tezroq javob beradi. Agar freza ozgina bo‘lsa ham ursa, xato butun o‘tish kengligiga tarqaladi. Natijada sirt chiroyli ko‘rinadi, lekin tekislik kutilgandan yomonroq bo‘ladi.
Tor o‘tishlar boshqacha ishlaydi. Ular har doim ham birinchi urinishda eng chiroyli naqsh bermaydi, lekin ularni detalning real qattiqligiga moslash osonroq. Agar korpus qirra yonida, oynada yoki yupqa devor yaqinida cho‘kayotgan bo‘lsa, operator aynan o‘sha zonada qadam, olinadigan qatlam yoki yo‘nalishni o‘zgartira oladi. Keng frezada bunday erkinlik kamroq: u biryo‘la katta maydonni yuklaydi.
Amalda farq odatda oddiy qoidaga kelib taqaladi. Keng freza yo‘laklar orasidagi o‘tishlarni yaxshiroq yashiradi va ko‘pincha siklni tezlashtiradi. Tor o‘tishlar esa qattiq bo‘lmagan detalga moslashishi oson, lekin ular to‘g‘ri tanlangan qoplanishga ko‘proq bog‘liq.
Aynan shu nuqta ko‘pincha e’tibordan chetda qoladi. Agar yo‘laklar orasidagi qoplanish sust bo‘lsa, chegarada qirra qoladi. Ba’zan uni tirnoq bilan zo‘rg‘a sezish mumkin, lekin indikator allaqachon muammoni ko‘radi. Quti-simon detalda bunday qirra ayniqsa oyna, qattiqlik qovurg‘asi yoki devor prujina kabi ishlaydigan uchastka yonida paydo bo‘lishni yaxshi ko‘radi.
O‘tishlar qoplanishi tekislikni qanday o‘zgartiradi
Frezalashdagi o‘tishlar qoplanishi yo‘laklar orasida zinapoya qoladimi-yo‘qmi, bunga bevosita ta’sir qiladi. Shuning uchun keng yuz frezasi yoki tor o‘tishlar solishtirilganda, faqat asbob diametriga emas, balki qo‘shni o‘tishlarning bir-biriga qanday kirishiga ham qarash kerak.
Qoplanish kichik bo‘lsa, har bir keyingi o‘tish avvalgisidan qolgan izni deyarli kesmaydi. Quti-simon detalda bu ko‘pincha darrov ko‘rinadi: qiya yorug‘lik ostida chok o‘qiladi, o‘lchagich yoki indikator esa lokal farqni ko‘rsatadi. Tekislik go‘yoki polosalarga bo‘linib ketadi.
O‘rtacha qoplanish odatda sokinroq natija beradi. Freza qo‘shni yo‘lakdan qolgan qirrani qisman kesib tashlaydi va o‘tish yumshoqroq bo‘ladi. Zinapoya kamayadi, tekislik esa ko‘pincha butun baza bo‘ylab barqarorroq chiqadi.
Juda katta qoplanish ham yordam bermaydi. Asbob allaqachon ishlov berilgan metall ustida uzoqroq yuradi, sikl cho‘ziladi, qizish ortadi. Quti-simon detalning yupqa yuqori devorida bu yoqimsiz ta’sir berishi mumkin: ishlovdan darhol keyin tekislik normal ko‘rinadi, ammo sovigandan so‘ng bir necha yuzdan siljiydi.
Yana bir nozik jihat bor. Traektoriya bo‘ylab qoplanish hamma joyda bir xil bo‘lsa ham, qovurg‘a, cho‘ntak va oynalar yonida natija bir xil bo‘lmasligi mumkin. Yaxlit zonada detal qattiq turadi, oyna yaqinida esa devor sustroq va biroz chetga og‘ishi mumkin. Shu sabab markazda yaxshi ishlaydigan bir xil qadam qirra yaqinida iz qoldirishi mumkin.
Bu yerda tekshiruv oddiy. Birinchi ikki yo‘lakdan keyin sirtni qiya yorug‘likda ko‘rish, markazdagi chokni va oyna yonidagi chokni solishtirish, so‘ng nafaqat umumiy tekislikni, balki shovdagi lokal farqni ham o‘lchash kerak. Odatda qoplanishni yoki traektoriyani o‘zgartirish kerakmi, shuni tushunish uchun shuning o‘zi yetadi.
Amalda qanday sxema tanlanadi
Avval frezaga emas, detalning o‘ziga qaraladi. Agar quti-simon zagotovka siqishdan egilib qolsa yoki amalda faqat ikki nuqtada tursa, keng ishlov chiroyli iz beradi, lekin bo‘shatilgandan keyin tekislik yomon chiqishi mumkin.
Bu yerda bazalash juda ko‘p narsani hal qiladi. Agar tayanchlar qirralarga yaqin tursa, markaz esa “nafas olsa”, odat bo‘yicha rejim tanlash xavfli. Detal yukni qayerda haqiqatan ushlab turishini, qayerda esa o‘ynashni boshlashini tushunish kerak.
Ishga tushirishdan oldin besh narsani tekshirish foydali: detal qattiqligi va siqish kuchi, bazalash sxemasi va tayanchlar joylashuvi, maydonning haqiqiy kengligi, frezaning amaldagi ish kengligi hamda nazorat bilan sinov o‘tishi uchun zaxira.
Ish kengligida ko‘p adashiladi. 100 mm freza har doim 100 mm ni toza va barqaror yopmaydi. Chiqib turish, plastinalarning holati, biye va materialga kirish ta’sir qiladi. Shuning uchun maydon kengligini katalogdagi raqam bilan emas, asbob amalda qanday kesishi bilan solishtiriladi.
Agar “keng yuz frezasi yoki tor o‘tishlar” orasida tanlov tursa, nazariyada tortishishning foydasi yo‘q. Eng foydali yo‘l — seriya uchun rejalashtirilgan aylanish va surishda sinov o‘tishini qilish, keyin esa sirt naqshini ham, o‘lchovni ham ko‘rish.
Agar keng o‘tishdan keyin butun kenglik bo‘ylab to‘lqin ko‘rinsa, muammo ko‘pincha tizim qattiqligida yoki bazalashda bo‘ladi. Agar tor o‘tishlarda yo‘laklar orasida sezilarli polosalar qolsa, demak qoplanish kam yoki freza notekis yurmoqda.
Quti-simon korpusda bu juda amaliy ko‘rinadi. Agar yuqori maydon kengligi 140 mm bo‘lsa, freza barqaror 90–95 mm da ishlasa, ko‘pincha butun kenglikni bir yo‘la eng chetida olishga urinib ko‘rishdan ko‘ra, odatiy qoplanish bilan ikki o‘tish qilish ma’qulroq. Agar detal kalta, qattiq va tayanchlarda yaxshi yotsa, bir keng o‘tish haqiqatan ham tozaroq va tezroq natija berishi mumkin.
Quti-simon detalga misol
Tasavvur qiling: detallarda ikki katta oyna va yupqa yuqori belbog‘ bor. Yuqorida qopqoq uchun tekis bazaviy sirt kerak. Tashqi ko‘rinishidan detal qattiqdek tuyuladi, lekin oynalar yonida metall yukni yomonroq ushlab turadi va belbog‘ bir necha yuzdan og‘ib ketishi oson.
Avval 125 mm keng yuz frezasi qo‘yiladi, tekislik bir tez o‘tishda olinadi. Markazda natija toza chiqadi, sikl vaqti yaxshi, lekin oynaga yaqin joyda boshqa manzara paydo bo‘ladi. Yupqa uchastka kesish paytida biroz egiladi va qirra qolgan tekislikdan pastroq chiqadi. O‘lchovda bu qo‘pol chuqur emas, balki qirra yonidagi sokin cho‘kish bo‘lib ko‘rinadi, masalan 0,03–0,05 mm.
Keyin sxema o‘zgartiriladi. 63 mm freza olinib, taxminan 25–30% qoplanish bilan bir nechta yo‘lakda ishlanadi. Bir o‘tishda olinadigan qatlam kichikroq bo‘ladi, yupqa belbog‘ga tushadigan yuk yumshoqroq tushadi va detal tinchroq ishlaydi. Yo‘laklar orasida avval yengil iz qoladi, keyingi o‘tish esa uni tozalab ketadi.
Ha, sikl uzunroq bo‘ladi. Lekin seriya ancha tekis yuradi: tasodifiy tarqoqlik kamroq, nazorat bilan tortishuvlar kamroq, oyna yonidagi qirra yana pastga ketishi xavfi pastroq. Bunday korpuslarda bir nechta tor o‘tishlar ko‘pincha bir keng o‘tishdan halolroq bo‘lib chiqadi, garchi iz unchalik chiroyli ko‘rinmasa ham.
Natijani ko‘p buzadigan xatolar
Quti-simon detallarda tekislikni odatda ishlov sxemasining o‘zi emas, balki sozlashdagi mayda xatolar buzadi.
Birinchi tez-tez uchraydigan xato — qattiqligi yetmaydigan detalga juda keng yuz frezasini qo‘yish. Quti-simon korpusda yuqori devor va bo‘shliqlar ustidagi zonalar yaxlit plitadagidek ishlamaydi. Detal siqilgan paytda bu bilinmasligi mumkin. Bo‘shatilgandan keyin esa tekislik chiqib ketadi.
Ikkinchi xato — o‘tishlar qoplanishini juda kichik olib, mukammal geometriya kutish. Qog‘ozda o‘tishlar kamroq va sikl qisqaroq. Stanokda esa yo‘laklar orasida balandlik farqi qoladi, ayniqsa tugunning qattiqligi o‘rtacha bo‘lsa.
Uchinchi xato — faqat iz naqshiga qarash. Bu tuzoq. Chiroyli iz yaxshi geometriya degani emas. Yuz frezalashda nafaqat tashqi ko‘rinishni, balki hech bo‘lmaganda bir necha chiziq bo‘yicha tekislikni tekshirish kerak, bitta nuqtada emas.
Yana bir xato — asbob biyesi va detalni siqish sxemasini tekshirmay turib surishni o‘zgartirish. Agar bir tish boshqalariga qaraganda kuchliroq ishlayotgan bo‘lsa, opravka ursa, siqish korpusni yon tomonga tortsa, kesish rejimi muammoni hal qilmaydi. Avval shpindel, asbob, chiqib turish va tayanchlar tekshiriladi, keyin surish tegiladi.
Yana bir qimmatga tushadigan mayda narsa: detal ishlovdan keyin darhol o‘lchanadi, hali issiq paytda. Metall hanuz “o‘ynaydi”, ayniqsa devor qalinligi turlicha bo‘lgan quti-simon korpuslarda. Yakuniy o‘lchovdan oldin ozgina kutish ko‘proq halol natija beradi.
Seriya ishga tushishidan oldingi tekshiruv
Bir dona omadli detalga suyanish yaramaydi. Seriyadan oldin bir-ikki zagotovkada sinov rezini qilib, faqat o‘lchamni emas, tekislikning o‘zini ham ko‘rish kerak.
Eng foydali nazorat oddiy. Indikatorni qirralar bo‘ylab va ichki oynalar atrofida yurgizing. Qo‘shni yo‘laklarni iz naqshi bo‘yicha solishtiring. O‘tish almashadigan joyni alohida tekshiring: yo‘laklar orasidagi chokni ko‘zdan ko‘ra tirnoq yaxshiroq sezadi. Detal stol ustidan olingandan keyin tekislikni yana bir bor o‘lchang. Agar siqilgan holatda hammasi joyida bo‘lib, bo‘shatilgandan keyin shakl o‘zgargan bo‘lsa, sababni siqish sxemasi va ichki kuchlanishlardan qidiring.
Qisqa sinov partiyasidagi birinchi va oxirgi detalni ham solishtirish foydali. Agar tarqoqlik oshib borayotgan bo‘lsa, sabab qizish, plastinalarda yopishish, nolning siljishi yoki siqish kuchining o‘zgarishi bo‘lishi mumkin.
Agar o‘tishlar orasidagi chok oyna yonida yoki tashqi qirra bo‘ylab paydo bo‘lsa, seriyani darrov boshlamaslik kerak. Ko‘pincha bitta tuzatish yetadi: qoplanishni biroz o‘zgartirish, asbob chiqib turishini kamaytirish yoki siqishni qayta joylash. Bu partiyani qayta ishlashdan arzonroq.
Keyin nima qilish kerak
Qaysi biri yaxshiroq — keng yuz frezasi yoki tor o‘tishlar — degan bahsni odatga emas, o‘lchovga qarab hal qilish kerak. Sinov detali yoki ikkita bir xil zagotovkani oling, ikkala sxema bo‘yicha ham yaqin rejimlarda tekislikni ishlang va faqat tashqi ko‘rinishni emas, tekislikni, o‘tishlar orasidagi zinapoyani hamda detalning stol ustidan olingandan keyingi xatti-harakatini solishtiring.
Bir xil nuqtalarga qarang: tekislik markazi, devorlar va qovurg‘alar ustidagi zonalar, qirralar va oynalar yaqinidagi uchastkalar. Aynan shu joylarda ko‘pincha frezalashdagi o‘tishlar qoplanishi sirtni silliqlaydimi yoki o‘tishlar orasida iz qoldiradimi, shuni ko‘rish mumkin.
Xulosa tasodifiy bo‘lib qolmasligi uchun o‘tish kengligi, qoplanish foizi, kesish chuqurligi, surish va tekislik nazorati nuqtalarini darrov yozib qo‘yish foydali. Bir necha kundan keyin bunday mayda detallar oson unutiladi, aslida esa keyin seriyada vaqt tejaydi.
Agar detal sust bo‘lsa, eng tez sikl ortidan quvmang. Yupqa devorlar, katta oynalar va uzun tekislik odatda qo‘shimcha bir daqiqadan ko‘ra yukga kuchliroq javob beradi. Bunday vaziyatda sxemani barqarorlik va takroriylik bo‘yicha tanlagan ma’qul.
Agar bunday vazifalar uchun stanok tanlash yoki ishlov sozlamasiga amaliyroq qarash kerak bo‘lsa, EAST CNC materiallariga qarashingiz mumkin. Kompaniya Qozog‘iston va MDHdagi ishlab chiqarishlar uchun tokarlik stanoklarini yetkazib berish, ishga tushirish va servis bilan ishlaydi, blogida esa uskunalar sharhlari va metallga ishlov berish bo‘yicha maslahatlar e’lon qiladi.
Yaxshi keyingi qadam oddiy: bitta sinov qiling, o‘lchov oling, ikkala sxemani solishtiring va aynan sizning detalingizda barqaror tekislik beradigan variantni qoldiring.
FAQ
Qachon keng yuz frezasi haqiqatan ham tekisroq yuz beradi?
Keng yuz frezasi odatda detal qattiq bo‘lsa, tayanchlarga yaxshi yotsa va maydon deyarli bir o‘tishda yopilsa tanlanadi. Bunday rejimda yo‘laklar orasidagi tutashuv kamroq bo‘ladi va sezilarli zinapoya chiqish ehtimoli pastroq. Agar korpus yupqa bo‘lsa yoki tayanchlar noto‘g‘ri qo‘yilgan bo‘lsa, bitta keng o‘tish chiroyli iz qoldiradi, lekin tekislik unchalik yaxshi chiqmasligi mumkin.
Qaysi holatda bir nechta tor o‘tishlarni tanlagan ma’qul?
Ko‘pincha tor o‘tishlar oynalari bor, yupqa devorli va qovurg‘alar orasida uzun bo‘shliqlari bo‘lgan quti-simon korpuslarda foydali bo‘ladi. Shunda detalga yuk yumshoqroq tushadi va muammoli zonalarni yaxshiroq nazorat qilish mumkin. Sikl odatda uzunroq chiqadi, lekin detal stanokdan olingandan keyin tekislik ko‘proq ishonchli va barqaror bo‘ladi.
Boshlang‘ich nuqta sifatida qanday qoplanish olish kerak?
Boshlash uchun odatda o‘rtacha qoplanish tanlanadi, taxminan 25–30%. Bu ko‘pincha keyingi o‘tish oldingisidan qolgan qirrani kesib tashlashiga yetadi va allaqachon tozalangan yo‘lni ortiqcha qizdirmaydi. Qoplanish juda kichik bo‘lsa, chokda zinapoya qoladi. Juda katta bo‘lsa, qizish va ishlov vaqti ortadi.
Nega yuzasi yaxshi ko‘rinadi, lekin indikator og‘ishni ko‘rsatadi?
Chunki ko‘z yaltiroqlik va naqshni sezadi, lekin geometriyani emas. Freza chiroyli iz qoldirishi mumkin, ammo o‘sha paytda detalning o‘zi kesish, siqish yoki qizishdan biroz egilib turgan bo‘ladi. Indikator ko‘z ko‘rmaydigan narsani ko‘rsatadi: uzunlik bo‘yicha to‘lqin, qirra egilishi va qo‘shni yo‘laklar orasidagi farq.
Quti-simon detalda tekislik xatolari odatda qayerda paydo bo‘ladi?
Ko‘pincha oynalar atrofida, bo‘shliqlar ustida, yupqa devorlar yonida va tashqi qirra bo‘ylab tekislik buziladi. U yerda metall yukni sustroq ushlab turadi va yuqori devor freza ostida osonroq prujinalaydi. Aynan shu joylarda umumiy tekislikni emas, balki o‘tishlar tutashgan joydagi mahalliy farqni ham tekshirish foydali.
Avval nimani tekshirish kerak: frezanimi yoki detal siqilishini?
Avval siqish va tayanchlarni tekshiring. Agar korpus qiyshayib turgan bo‘lsa yoki o‘rtasi havoda osilib qolgan bo‘lsa, freza diametri buni tuzata olmaydi. Shundan keyin biye, chiqib turish uzunligi, plastina o‘rni va rejim ko‘riladi. Amalda yomon bazalash ko‘pincha o‘tish sxemasidan ham ko‘proq natijani buzadi.
Qoplanish xatosini instrument biyesidan qanday ajratish mumkin?
Agar chok yo‘lak chegarasida bir xil takrorlansa, odatda qoplanish yoki qo‘shni o‘tishlar balandligidagi farq sabab bo‘ladi. Agar to‘lqin butun kenglik bo‘ylab cho‘zilib, tutashuvga bog‘lanmasa, biye, kuchsiz tugun yoki detal qiyshayishini qidiring. Markazdagi maydon bilan oyna yonidagi zonani solishtirish foydali. Shunda xato aynan qayerda paydo bo‘layotganini tushunish osonroq bo‘ladi.
Frezalashdan keyin tekislikni darhol o‘lchash kerakmi?
Shoshilmaslik yaxshi. Detal biroz sovisin va shundan keyin yakuniy o‘lchovni qiling, ayniqsa korpus yupqa bo‘lsa va devorlar qalinligi turlicha bo‘lsa. Ishlovdan darhol keyin metall hali shaklini o‘zgartirishi mumkin, va siz haddan tashqari optimistik natija olasiz.
Seriya ishga tushishidan oldin ishlov sxemasini qanday tekshirish kerak?
Bir-ikki zagotovkada sinov o‘tkazing va ishlashda qo‘llanadigan ayni shu aylanish hamda surishda bajaring. Keyin nafaqat tashqi ko‘rinishni, balki chetlarda, markazda va oynalar yonida tekislikni ham solishtiring. Agar yechib olingandan keyin shakl o‘zgargan bo‘lsa, dasturdagi sonlarni tasodifan emas, tayanchlar, siqish yoki o‘tish sxemasini o‘zgartiring.
Agar qirra oyna yonida doimiy ravishda pastga ketaversa, nima qilish kerak?
Odatda shu zonaga tushadigan yukni kamaytirish yordam beradi. Buning uchun ko‘pincha torroq frezaga o‘tiladi, bir o‘tishdagi olinadigan qatlam kamaytiriladi, ishlov yo‘nalishi o‘zgartiriladi yoki yetarli qoplanish bilan o‘tishlar qo‘yiladi. Shu bilan birga detal tayanchlarda qanday turganini ham ko‘ring. Agar qirra osilib turgan bo‘lsa yoki siqish korpusni tortayotgan bo‘lsa, cho‘kish yana qaytadi.