Цехте станок үчүн орун: кайра жылдырбай кантип тандоо керек
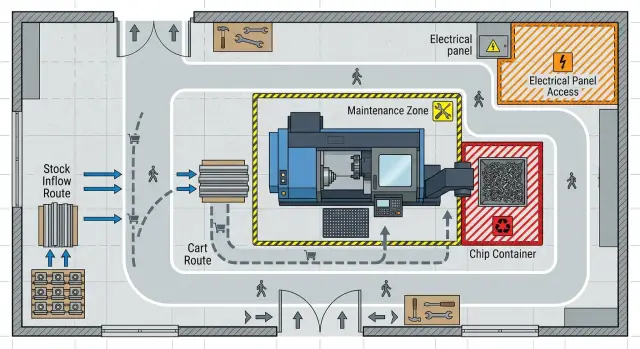
Цехте станок үчүн орун өтүү жолдоруна, даярдактарды жеткирүүгө, тейлөө зонасына жана кырынды чыгарууга жараша тандалат. Кошумча көчүрүүлөрсүз жөнөкөй схема.
Эмне үчүн бош бурч дээрлик эч качан туура келбейт
Цехте станок үчүн орунду көп учурда эң жөнөкөй белги боюнча тандашат: азыр кайсы жер бош болсо, ошол жак. Пландоодо бул ыңгайлуу көрүнөт. Иш жүзүндө көбүнчө тескери болот.
Бош бурч өзүнчө эле сейрек туура келет. Башында тынч жана бош көрүнөт, бирок станок иштей баштаганда ал жакка даярдактарды жеткирүү ыңгайсыз болуп чыгат, операторго эшиктерди ачууга тардык кылат, ал эми араба өтүү жолун жаап калат. Эгер жанында дагы кырынды чыгарылса же СОЖ багы турса, ал жер бат эле тардык чекитине айланат.
Маселе аянтта гана эмес. Туура эмес орун цех ичиндеги маршруттарды бузат. Адамдар станокту узун айланып өтө баштайт. Арабалар өтүү жолун бошотконун күтүп калат. Чийки зат кабыл алуу жеринен иштетүүгө түз эмес, зигзаг менен жүрөт. Дал ушундай туура эмес коюлган бир станок эле ар бир сменага ашыкча кыймыл үчүн 10-15 мүнөт кошуп коюшу мүмкүн.
Андан кийин алгач эч ким эсептебеген чыгымдар чыгат. Полду кайра белгилөөгө, электрди жылдырууга, тара үчүн жаңы жер издөөгө, даярдактарды жана даяр бөлүктөрдү сактоо тартибин өзгөртүүгө туура келет. Мунун үстүнө токтоп калуулар кошулат: станок иштебейт, адамдар күтөт, график жылат.
Көбүнчө жаңылыштык станоктун габаритин гана караган жерден башталат. Бул аздык кылат. Орнотуудан мурда төрт нерсени текшерүү керек:
- адамдар жана арабалар үчүн тынымсыз кесилишпеген өтүү жолдору;
- даярдактарды кыска маршрут менен жеткирүү жана бөлүктөрдү чыгаруу;
- эшиктерди, люктарды ача ала турган жана түйүндөргө ыңгайлуу жетчү тейлөө зонасы;
- кырынды чыгаруу жана СОЖ менен иштөө кирсиз, тыгылышсыз жана ашыкча кол эмгексиз болушу.
Эгер ушул пункттардын бири калтырылса, ордун кийин кайра жасап чыгууга дээрлик туура келет. Цех үчүн бул көбүнчө орнотуудан мурда дагы бир саат өлчөп, жөнөкөй схема түзгөндөн кымбатка түшөт.
Полду белгилөөдөн мурда эмнени өлчөө керек
Ката монтаждан эмес, рулеткадан башталат. Планды көз менен эле чийсеңиз, цехте станок үчүн орун кийин жүк келген соң оңдолуп калат, ал эми ошол маалда жылдыруу кыйыныраак жана кымбатыраак болот.
Паспорттогу өлчөмдөрдү эле эмес, иш учурунда станок ээлей турган чыныгы контурун да өлчөңүз: корпусун, башкаруу шкафын, ачык эшиктердин чыгышын, патронго же столго жетүү аймагын, коргоочу капкактардын кыймылын. Эгер жанында кырынды жыйноочу, СОЖ багы же өзүнчө шкаф турса, аларды да дароо пландын ичине киргизиңиз.
Жакшы эрежe жөнөкөй: бир тик бурчтук эмес, экөөнү тартыңыз. Биринчиси станоктун өзүн көрсөтөт. Экинчиси эшиктер ачык турганда жана оператор кадимкидей иштегенде керек болгон аянтты көрсөтөт. Дал ошол экинчи контур көп учурда унутулат да, кийин колоннага, дубалга же кошуна жабдууга такап калат.
Андан кийин жылдырылбай турган нерселердин баарын белгилеңиз: колонналар, көтөрүүчү дубалдар, дарбазалар, эшиктер, терезелер, электр калкандары, өрт шкафтары, кран жолдору жана буга чейин турган жабдуулар. Эгер жүк кран менен берилсе, жолдун өзүн эле эмес, жүк түшүрүлүп жана станокко берилчү чекиттерди да белгилөө маанилүү.
Ички ташууну өзүнчө текшериңиз. Рохлянын, арабанын же жүктөгүчтүн жүк менен болгон туурасы бош техникадан маанилүүрөөк. Эгер даярдактын узундугу чоң болсо, түз өтүү жолун эле эмес, станоктун жанындагы бурулуу мүмкүнчүлүгүн да эсептеңиз. Абдан көп кетчү ката мындай көрүнөт: түз багытта жеткирсе болот, бирок бурулганга орун жок.
Жөнөкөй мисалда текшерип көрүү пайдалуу. Мисалы, токардык станок дубалдын жанында турат, ал эми жеткирүү рохля жана паллет менен жүрөт. Пландоодо баары тыгыз, бирок чыдоого болот көрүнөт. Чынында рохляга кирүү үчүн кошумча орун керек, ал эми операторго жүктөөдө бир кадам артка жылууга туура келет. Дал ошол кошумча 40-60 см кийин баарын чечет.
Акырында туташуу чекиттерин белгилеңиз: электр кубаты, кысылган аба, СОЖ, жарыктандыруу жана кабель трассалары. Болбосо станок өтүү жагынан ыңгайлуу, бирок туташтыруу жагынан ыңгайсыз жерге туруп калат. Андан кийин полдон өткөн шлангдар, ашыкча айланма жолдор жана узакка калып калган убактылуу чечимдер пайда болот.
Цехте жабдуунун бир нече бирдиги болсо, планды масштабда тарткан жакшы. Бул тар жерлерди алдын ала көрүп, оор техниканы ишке киргизгенден кийин жылдырбай коюунун эң жөнөкөй жолу.
Кантип тардыксыз өтүү жолдорун калтырса болот
Цехтеги тардык станоктун өзүнөн эмес, анын айланасындагы кыймылдан чыгат. Ал кагазда гана турганда баары жайында көрүнөт. Иш башталганда жанында араба, паллет, даяр бөлүктөрдүн тарасы, шаймандар салынган куту жана шкафтардын ачык эшиктери пайда болот. Өтүү жолу бат эле тарыган болуп калат.
Адамдарга жана даярдактарды жеткирүүгө ар башка жол берген жакшы. Эгер оператор металл алып келинген ошол эле жол менен пультка барса, өтүү жолу дайыма жабылып турат. Бул көбүнчө станоктун маңдай тарабында болот, ал жерде араба токтотулуп, даяр бөлүк алынат.
Иштөө схемасы көбүнчө жөнөкөй: жөө жүрүүчү жол жүктөө зонасынан бир аз капталда же бөлөк тарапта өтөт, ал эми жеткирүү жолу араба келип токтой турган, жүктөлүп кайра чыга турган жерден өтөт. Ошондо адамдар бири-бирине тоскоол болбойт жана цехте станокторду жайгаштыруу ишке киргенден бир ай өтпөй тажатып баштабайт.
Полду белгилөөдөн мурда бир нече практикалык нерсени текшериңиз. Электр шкафынын эшиги өтүү жолуна ачылабы. Даярдактар салынган паллет станоктун жанында бир операциядан көп турбайбы. СОЖ багы, кырынды транспортери же поддон өтүү жолуна чыгып кетпейби. Арабанын жолу менен оператор жүктөп жаткан учур дал келбейби.
Станоктун маңдайында арабаны айлантуу үчүн кошумча орун керек. Ага түз эле келип токтоо жетишпейт. Ал бурулуп, ыңгайлуу бурчта турушу жана туткасы менен кошуна станокко же стойкага такап калбашы үчүн аянт керек. Эгер даярдактар оор болсо, баарын өтө тыгыз батырганга караганда бир аз көбүрөөк орун калтырган оң.
Пайдалуу ыкма — өтүү жолдорунун чек арасын убактылуу полдон белгилөө. Биринчи текшерүүгө лента же бор жетет. Өзүнчө жөө жолду, паллет үчүн орунду жана жүктөөдө араба кирчү зонаны белгилеңиз. Мындай белгилөө орнотууга чейин эле каталарды жакшы көрсөтөт.
Эгер өтүү жолу дээрлик туура көрүнсө, көбүнчө ал дагы деле тар болот. Маршруттан бир ашыкча поддондун ордун алып салуу станокту жарым метр жылдыргандан жеңилирээк.
Даярдактарды жеткирүүнү жана даяр бөлүктөрдү чыгарууну кантип уюштуруу керек
Эгер чийки зат станокко даяр бөлүктөр чыгарылган ошол эле тар өтүү жолу менен келсе, тыгылыш бат эле пайда болот. Оператор күтөт. Кампачы маневр кылат. Поддонду убактылуу түз эле өтүү жолуна коюп коюшат. Анан маселе станоктун өзүндөдөй сезилет, бирок чындыгында маршрут начар болгон болот.
Чийки зат менен даяр бөлүктөрдү эки башка тарапка бөлүп чыгарган жакшы. Өтүү жолу бирөө болсо да, кыймылды айлампа менен уюштурууга болот: жеткирүү бир жагынан, чыгаруу экинчи жагынан. Ошондо поддондор шкафтын эшигинин, пульттун жана жүктөө зонасынын жанында топтолбойт.
Станок үчүн орун тандаганда дароо анын габаритин эле эмес, поддон, араба же жүктөгүчтүн жолун да белгилеңиз. Схемада төрт чекит түшүнүктүү болушу керек: иш башталганга чейин чийки зат кайда турат, кийинки даярдакты оператор кайдан алат, иштетилгенден кийин даяр бөлүк кайда коюлат жана партия кийин кайда топтолот.
Даярдактардын поддону жүктөө тарабына жакыныраак турушу керек, бирок станокко жабыша бербесин. Операторго эркин кадам керек, ал эми сервис зонасына да кадимки жетүү болушу шарт. Даяр бөлүктөрдү өзүнчө, бир аз четте же кыймыл багыты боюнча арыраак жыйнаган жакшы. Эгер баары бир жерге коюлса, станоктун тейлөө зонасы тез эле кампага айланат.
Убактылуу топтоо үчүн 1-2 поддонго жетчү буфердик аянт калтырган оң. Ал контролдоого, таңгактоого же кийинки участок бош эмес учурда керек болот. Буферди станоктун өзүнүн жанына эмес, чыгаруу маршрутуна жакын жайгаштыруу жакшы. Ошондо цехтеги өтүү жолдору бош калат.
Узун жана оор даярдактар
Узун материал өзүнчө жолду талап кылат. Стерженьди, түтүктү же валды адамдар жөө баскан жерден алып өтүүгө болбойт. Мындай даярдак үчүн арабанын бурулуу радиусун, айлануу жерин жана материалды станокко кайсы чекиттен коопсуз бере турганыңызды алдын ала текшериңиз.
Оор партияларды да өз маршрутунда алып барган жакшы. Эгер жүктөгүч ар бир жолу иш зонасын кесип өтсө, цехте станокторду жайгаштыруу өзү өзүнө тоскоол болот. Көбүнчө оор агымга четки өтүү жолун жана жүктөө жерине кыска подъездди дароо бөлүп берүү оңоюраак. Бул жабдууну өтө тыгыз орноткондон көбүрөөк убакыт үнөмдөйт.
Тейлөө зонасын кайда калтыруу керек
Эң көп кетчү каталардын бири — станоктун корпусун эле карап, күн сайын кереги тийчү адамдарды, эшиктерди жана түйүндөрдү унутуу. Натыйжада станок туура тургандай сезилет, бирок жөндөө, өлчөө жана сервис дароо эле ыңгайсыз болуп калат.
Тейлөө зонасы станоктун айланасындагы боштук үчүн эмес. Ал кадимки иш үчүн керек. Оператор патронго келет, даярдакты коёт, шайманды алмаштырат, люктарды ачат, бөлүктүн өлчөмүн текшерет жана кырындыны коопсуз жерден тазалайт. Эгер бул иштер үчүн кыйшайып же өтүү жолуна чыгып кетүүгө туура келсе, орун туура тандалган эмес.
Токардык станокто эң көп орун, адатта, оператор патрон жана иш зонасынын эшиги менен иштеген тарапта керек болот. Дал ошол жерде көбүнчө жөндөө жана биринчи текшерүү да жүрөт. Эгер компоновкада арткы бабка болсо, ага да тейлөө үчүн орун калтырыңыз. Ал жакка айланып өтпөй, тардыксыз жетүүгө болушу керек.
Электр шкафына жана сервис люктарына жетүүнү өзүнчө текшериңиз. Алар толук ачылышы керек. Эгер арт жагынан кабелдер, шлангдар же СОЖ киргизгичтери өтсө, станокту дубалга катуу такабаңыз. Болбосо майда жумуш да тараны жылдырууга жана кошумча токтоп калууга айланат.
Станоктун жанында көбүнчө төрт нерсе үчүн орун керек: жөндөөдө жана шайман алмаштырууда оператор үчүн, эшиктерди жана люктарды ачуу үчүн, шаймандары менен сервис инженери үчүн жана арабаны, өлчөөчү аспапты же оснастканы убактылуу коюу үчүн.
Текшерүүнүн жакшы ыкмасы абдан жөнөкөй. Полго станоктун корпусун эле эмес, адамдардын иштөө орундарын да белгилеңиз. Оператор резецти алмаштыра турган же биринчи бөлүктү өлчөй турган жерге туруп көрүңүз. Анан жанында арабаны коюңуз. Эгер экөөгө эле тардык болсо, ишке киргенден кийин жакшы болуп кетпейт.
Кырынды чыгаруу жана СОЖ менен иштөөнү кантип ойлонуу керек
Кырынды ишке киргизгенден кийин эстесеңиз, жакшы схеманы да бат бузат. Полдо чака-челек пайда болот, арабалар өтүү жолуна коюлат, оператор тазалоого ашыкча мүнөт коротот, ал эми даяр бөлүктөрдүн жанында кир жана май топтолот.
Ар бир сменадан кийин кырынды кайда барарын дароо чечкен жакшы. Жөн эле кийин алып салабыз деген жооп эмес, ачык маршрут керек: станоктун поддонунан контейнерге, арабага же конвейерге, андан кийин убактылуу топтоо жерине, андан соң цехтен чыгарууга. Эгер бул жол адамдардын негизги өтүү жолу менен кесилишсе, тайгалак пол жана дайыма тардык дээрлик сөзсүз болот.
Адатта үч суроого жооп берүү жетиштүү. Кырындыны ким чыгарат. Аны эмне менен чыгарат. Ал тара сменалар арасында кайда турат. Контейнерди убактылуу туш келди жерге койбоо керек. Ага өзүнчө зона керек, антпесе оператор аны күн сайын жылдырып жүрөт.
Иштөө схемасы жөнөкөй көрүнөт:
- кырынды негизги жөө агымы жок тараптан чыгат;
- жанында контейнерге, арабага же конвейердин кабыл алуучу бөлүгүнө орун бар;
- чыгаруу маршруту даяр бөлүктөрдүн зонасынан өтпөйт;
- поддонго бурулбай, айланып өтпөй жетүүгө болот;
- жанындагы полду оңой жууса болот, ал эми СОЖ чачырандылары коңшу жумушчу жерге учпайт.
СОЖ үчүн да логика ушундай. Поддонду, бакты, фильтрлерди жана насосторду акробатикасыз тейлөө керек. Эгер поддонду тазалоо үчүн ар дайым коробкаларды жылдырып, рохланы четке чыгарып же паллеттерди айланып өтүүгө туура келсе, орун туура эмес тандалган. Тазалоо, кошуу жана шлангдарды текшерүү үчүн жетүү иштин кадимки бөлүгү болушу керек, өзүнчө маселе эмес.
Практикада ката көп учурда бирдей көрүнөт: станок жүктөө үчүн ыңгайлуу коюлат, бирок артында өтө аз орун калат. Анан кырынды жалпы өтүү жолу аркылуу чыгарылат, ал эми СОЖ идиштерин капталынан жарым бүгүлгөн абалда тейлешет. Бир айдан кийин станоктун айланасы кир тар шакекке айланып, ордун кайра карап чыгууга туура келет.
Эгер станок башынан эле жүктөмдүү ишке эсептелсе, анын жанында оператор зонасы менен катар тазалоонун кадимки логикасы да каралат. Бир нече кошумча чарчы метр дээрлик ар дайым тараны улам жылдыргандан жана тазалоодон улам токтогондон арзаныраак чыгат.
Орунду кантип кадам-кадам тандаса болот
Көбүнчө мындай ката кетет: бош пол жерин көрүп, станок ошол жерге араң батса деле коюшат. Анан араба бурчка урунары, оператор поддонду тар жерден айланып өтөрү, даярдактар бүт цех аркылуу жүрөрү билинет.
Ишенимдүү ыкма — пландан жана чыныгы маршруттан баштоо.
Адегенде цехтин планын алыңыз да, жылдырылбай турган нерселердин баарын белгилеңиз: колонналар, дарбазалар, дубалдар, шкафтар, электр калкандары, кран жолдору, сактоо жерлери. Эгер станок учурдагы линиянын жанына коюлса, анын иш зонасын да дароо белгилеңиз.
Андан кийин төрт кыймылды тартыңыз: даярдак кантип келет, оператор кайда басат, араба же жүктөгүч кайдан өтөт жана даяр бөлүк кайда чыгат. Эгер бул сызыктар бир чекитте кошулса, ал жакта дээрлик сөзсүз тыгын болот.
Кийин потоптор бири-бирине мүмкүн болушунча аз кесилишкендей орун тандаңыз. Оператор металл жеткирүү менен дайыма кагылышпашы керек, ал эми даяр бөлүктөрдү чыгарууну өзүнчө тарапка буруу жакшы. Ар бир циклде кошумча 3-4 метр айланып өтүү деле бат эле олуттуу убакыт жоготуусуна айланат.
Андан кийин полго сыноо белгилөөсүн жасаңыз. Бор, лента же убактылуу сызыктар жарайт. Станоктун габаритин эле эмес, эшиктерди, башкаруу шкафына барчу жолду, даярдактын поддун жана кырынды алынчу зонаны да белгилеңиз.
Андан соң бүт маршрутту жөө басып чыгыңыз. Бош арабаны айдап көрүңүз, бардык канаттарды ачыңыз, оператордун ордуна туруп көрүңүз, шайман алмаштырууну жана бөлүктү чыгарууну элестетиңиз. Эгер бир эле чекитте адам күтүүгө же кыйшайып бурулууга мажбур болсо, схеманы ошол замат оңдогон жакшы.
Ушундай текшерүүдөн кийин гана орнотуу чекитин акыркы планга өткөрүү керек. Кагаздагы сызыктарды жылдыруу оңой. Орнотулгандан кийинки станокту болсо жылдыруу оңой эмес.
Жайгаштырууда көп кетчү каталар
Көпчүлүк каталар татаал эсептөөлөрдөн эмес, жеринде текшерилбеген майда нерселерден чыгат.
Биринчи ката — паспорттогу өлчөмдөргө гана кароо. Станок иш учурунда көбүрөөк орун ээлейт: эшик ачылат, оператор капталдан келет, техник фильтрге жетет, электрик кабель киргизгичке барат. Планга баары баткандай, ал эми сменада жанында иштөө ыңгайсыз болуп калат.
Экинчи ката — даярдактын поддун адамдар жүргөн жерге коюу. Башында бул убактылуу чечимдей көрүнөт, бирок убактылуу нерсе тез эле туруктуу болуп калат. Өтүү жолу тарыйт, араба поддондун бурчуна урунуп калат, оператор ар жолу аны айланып өтүүгө аргасыз болот.
Үчүнчү ката — кырынды чыгарууну жалпы өтүү жолу аркылуу жүргүзүү. Анда дөңгөлөктөр кирди цех боюнча жайылтат, пол тайгалак болуп калат, ал эми даярдактарды жеткирүү жайлайт.
Төртүнчү ката — тейлөөнү унутуу. Насос, СОЖ багы, фильтрлер, люктар, кабель киргизгичтер жана станоктун арткы бөлүгү жылына бир жолу эмес, дайыма жеткиликтүү болушу керек. Жабдууну дубалга жабыстырып койсо, ар кандай майда иш кийин ашыкча убакыт алат.
Орнотуудан мурда кыска текшерүү жардам берет:
- станоктун эшиктерин толук ачып, чыныгы жакындашуу зонасын белгилеңиз;
- цех күн сайын иштеген өлчөмдөгү поддонду же арабаны полго коюңуз;
- даярдак менен рохлянын маршруту менен кырынды чыгаруунун өзүнчө маршрутун басып көрүңүз;
- насосту, фильтрлерди жана кабелдерди коңшу зонаны бузбай эле текшерүүгө болорун караңыз;
- паспорттогу өлчөмдөрдү жеринде өлчөө менен салыштырыңыз, анын ордуна эмес.
Эгер схема кагазда гана жакшы көрүнсө, анда анын ичинде сөзсүз алсыз жер бар. Кийин ишти токтотуп, оор жабдууну жылдыргандан көрө бир саат белгилөөгө кеткен жакшы.
Чакан цех үчүн мисал
120-150 м2 болгон цехти элестетели: бир дарбаза, кире бериште даярдактар кампасы жана бир токардык станок бар. Мындай жайда станок үчүн орунду борбордон эмес, агым дээрлик түз өтө тургандай тандаган жакшы: даярдак кирет, станокко жетет, бөлүк ашыкча бурулбай эле ары чыгат.
Станокту узун дубалга капталынан коюу ыңгайлуу. Иштөө зонасынын алдында оператор жана араба үчүн бош өтүү жолу калат, ал эми даярдактарды берүү тарабында дарбазадан жана стеллаждан кыска жол болот. Эгер кампа кире бериште турса, чийки затты башкаруу пульту жанындагы адам менен кесилишпеген тараптан жеткиришет.
Даяр бөлүктөрдү башка тарапка чыгарган жакшы. Ошондо чийки зат менен даяр продукция бир тар жерде аралашпайт. Ал тургай кичинекей цехте да бул башаламандыкты дароо азайтат.
Бул планда кандай көрүнөт
Чакан жай үчүн иштөө схемасы көбүнчө мындай болот:
- дарбазанын жанында даярдактардын кампасы жана кабыл алуу зонасы турат;
- дарбазадан станокко рохля же араба үчүн түз өтүү жолу бар;
- станоктун алдында оператор үчүн жок дегенде 1,2-1,5 м кеңдиктеги иш зонасы калат;
- карама-каршы тарапта даяр бөлүктөрдүн тарасы үчүн орун бар;
- кырынды контейнер станоктун артында эмес, чыгууга жакыныраак турат.
Кырынды контейнерди кыска жол менен чыгара тургандай коюу жакшы. Эгер аны чыгаруу үчүн станокту айланып өтүү керек болсо, бул маршрут эртеби-кечпи адамдарга да, металл жеткирүүгө да тоскоол боло баштайт. Бул СОЖго да тиешелүү: бакка жана тейлөөгө жетүү кампадан же даяр продукция зонасынан эмес, капталдан болушу керек.
Жанында эмнелер турушу керек
Операторго так көрүнүш керек: станоктун эшиги, панель, бөлүктөр салынчу жер жана өтүү жолу. Шаймандары бар арабаны иш зонасынан бир-эки кадам аралыкта коюшат, бирок шкафтын алдына же өтүү жолуна эмес. Башкаруу шкафы текшерүүгө жана оңдоого тарыктырбай жетүүгө боло турган жерде турушу жакшы.
Абдан жөнөкөй айтканда, чакан цех үчүн жакшы план мындай көрүнөт: чийки зат бир тараптан кирет, иштетүү маршруттун ортосунда жүрөт, бөлүктөр экинчи тараптан чыгат, ал эми кырынды өзүнүн кыска жолу менен цехтен чыгып кетет.
Орнотуудан мурда тез текшерүү
Жада калса жакшы план да майда нерседен бузулушу мүмкүн. Кагазда баары батат, ал эми цехте араба өтпөйт, оператор поддонду айланып өтөт, кырынды үчүн контейнерди койчу жер да табылбай калат.
Акыркы белгилөөдөн мурда төрт нерсени текшериңиз:
- адамдар менен техника тардыксыз өтөт;
- даярдактарды кыска жана түшүнүктүү маршрут менен жеткирүүгө болот;
- чындыгында ачылып жана тейлене турган бардык түйүндөргө жетүү бар;
- кырынды жана СОЖ убактылуу чака, поддон жана айланма чечимдерсиз чыгат.
Андан кийин маршруту толугу менен жөө басып чыгыңыз. Бор, лента же жок дегенде картон алып, станоктун, башкаруу шкафынын, даярдактын поддондун, бөлүктөрдүн тарасынын жана эшик ачылчу зонанын контурун белгилеңиз. Анан чийки зат түшүрүлгөн жерден биринчи орнотууга чейинки жолду жана өзүнчө оператордун кадимки сменадагы жолун басып көрүңүз. Эгер ушул маршрутта ашыкча бурулуш, арабаны ыңгайсыз айлантуу же эки кишиге тар жер болсо, маселе азыртан көрүнүп турат.
Планды көбүнчө каталогдогу өлчөмдөр менен тартат, бирок кийин чыныгы нерселер тоскоол болот. Станоктун габаритин эле эмес, чыгып турган жана кыймылдаган бардык бөлүгүн текшериңиз: кырынды транспортери, эшиктер, патрон, оснастка, кабель киргизүү, кран же рохля менен жүктөө зонасы. Чакан цех үчүн 300-400 мм каталык деле бат эле туруктуу ыңгайсыздыкка айланат.
Пайдалуу ыкма жөнөкөй: орнотпой туруп сыноо күнү уюштуруңуз. Орунду белгилеңиз, поддонду, бош тараны жана арабаны коюңуз да, кадимки маршрутту өткөрүп көрүңүз. Жарым саатта кайсы жерде тыгын чыгары дароо билинет.
Эгер станокту али тандап жатсаңыз, мындай суроолорду заказ бергенге чейин чечкен жакшы. EAST CNCде көбүнчө чыныгы габариттерди, сервис аралыкты жана конкреттүү цех үчүн жайгаштыруу схемасын талкуулоого жардам беришет. Бул өзгөчө орнотууну гана эмес, ишке киргизүүнү, жөндөөнү, сервис тейлөөнү жана кырынды чыгарууну да алдын ала эсепке алуу керек болгондо пайдалуу.
FAQ
Станокту жөн эле бош бурчка коюп койсо болобу?
Көп учурда жок. Бурч кагазда гана ыңгайлуу көрүнөт. Ишке киргенден кийин ал жакка даярдактарды жеткирүү кыйын болот, операторго эшиктерди ачууга тар болуп калат, ал эми араба өтүү жолун жаап коёт.
Полду белгилөөдөн мурда эмнени өлчөө керек?
Паспорттогу өлчөмдөрдү эле эмес, корпусун, башкаруу шкафын, ачык эшиктерди, патронго же столго жетүү жолун, коргоочу капкактарды, СОЖ багын жана кырынды жыйноочу идишти да өлчөңүз, эгер алар өзүнчө турса. Анан планда колонналарды, дарбазаларды, калкандарды, кран жолун жана туташуу чекиттерин белгилеңиз.
Эмне үчүн бир эмес, эки контур тартуу керек?
Эки контурун белгилеңиз. Биринчиси станоктун өзүн көрсөтөт, экинчиси анын айланасында иш үчүн керек болгон жерди көрсөтөт. Экинчи контурду унутсаңыз, станок дубалга, колоннага же кошуна жабдууга урунуп калат.
Адамдар үчүн жолду жана даярдактарды жеткирүү жолун бөлүү керекпи?
Ооба, цех тынчураак иштейт. Жөө жүрүүчү жолду жүктөө зонасынан бир аз четтетип коюу жакшы. Ошондо оператор пульттун жанында араба менен кагылышпайт жана кимдир бирөө өтүү жолун бошотконун күтпөйт.
Даярдактардын поддун кайда коюу жакшы?
Аны жүктөө тарабына жакыныраак коюңуз, бирок станокко тийип турбасын. Операторго иштөө үчүн бир кадам орун керек, ал эми тейлөө зонасына эркин жетүү зарыл. Эгер поддон эшиктердин же шкафтын жанында турса, өтүү жолу бат эле тарып калат.
Даяр бөлүктөр салынган тараны кайда койгон оң?
Алар үчүн өзүнчө орун бөлүп, бир аз четте же кыймыл багыты боюнча арыраак коюңуз. Даяр бөлүктөрдү жүктөө зонасынын жана тейлөө жеринин жанына топтобоңуз. Болбосо станоктун айланасында тез эле чакан кампа пайда болот.
Кырынды чыгарууну жана СОЖ менен иштөөнү кантип пландаштырса болот?
Станоктон контейнерге же арабага, андан кийин убактылуу топтоо жерине, андан ары цехтен чыгарууга чейин так жолду башынан эле белгилеңиз. Кырындыны адамдар өтүүчү негизги жол аркылуу алып жүрбөңүз жана тараны туш келди жерге койбоңуз. Бак, фильтрлер жана СОЖ поддону да адам тоскоолсуз, тардыксыз жетчү жерде болсун.
Тейлөө зонасы жетиштүү экенин кантип түшүнсө болот?
Оператор даярдакты жүктөгөн, шайманды алмаштырган жана биринчи бөлүктү өлчөгөн жерде орун калтырыңыз. Эшиктер менен люктар толук ачыларын, ал эми электр шкафына, насоско жана фильтрлерге адам тараны жылдырбай эле бара аларын текшериңиз. Эгер жабдууга жантайып же кыйшайып кызмат кылууга туура келсе, орун туура тандалган эмес.
Станокту орнотуудан мурда схеманы кантип текшерсе болот?
Полду лента, бор же картон менен сыноо үчүн белгилеңиз. Станоктун, эшиктердин, поддондун, арабанын жана кырынды контейнеринин контурун көрсөтүп, анан бүт маршрутту жөө басып көрүңүз. Эгер бир жерде адам күтүүгө же кыйшайып бурулууга мажбур болсо, схеманы орнотуудан мурда оңдогон жакшы.
Жайгаштырууда эң көп кайсы каталар кетет?
Көп учурда паспорттогу өлчөмдөргө эле карашат, поддондун өтүү жолунда турушуна жол беришет, арабанын айлануу жерин унутушат жана станокту дубалга ашыкча жакын коюшат. Дагы бир көп каталык — кырындыны жалпы өтүү жолу аркылуу чыгаруу. Мындай майда көрүнгөн нерселер кийин кошумча айланма жолдорду, кирди жана токтоп калууларды жаратат.