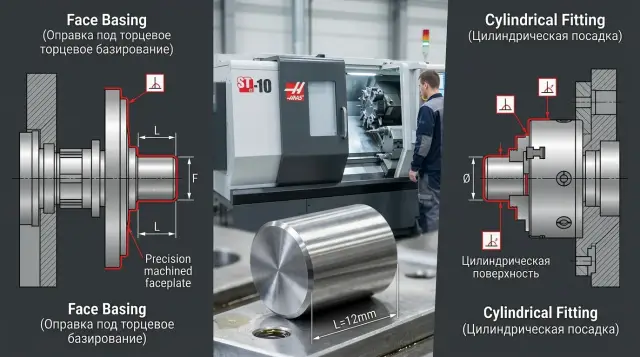
Тор боюнча базалоочу оправкабы же цилиндрдик отургузуубу
Торго таянган оправка узундукту жана перпендикулярдүүлүктү кармоого жардам берет, ал эми цилиндрдик отургузуу айрым учурларда өлчөмдү жылдырып жиберет. Детальга жараша тандоону карап чыгабыз.
Тандоо кайда пайда болот
Цилиндр боюнча отургузуу менен торго таянычы бар оправканын ортосундагы тандоо өзүнөн-өзү чыкпайт. Адатта ал деталда тешик бар болгондо, бирок иштетүүчү өлчөмдү диаметр эмес, тор кармаганда пайда болот. Бул втулкалар, шакектер, фланецтер жана узундукты так тордон, канавкадан, тепкичтен же экинчи тордон өлчөө керек болгон башка детальдар үчүн типтүү жагдай.
Башында цилиндрдик отургузуу эң жөнөкөй чечимдей көрүнөт. Деталь тешик боюнча отурду, огу табылды, эми иштөөнү улантса болот. Бирок бул дайыма эле жетиштүү эмес. Эгер конструктор узундук боюнча өлчөмдү торго байласа, дал ошол тор деталды октун боюнда туура жайгаштырат. Бул учурда цилиндр жөн гана борборлоштурат.
Ушундан улам башаламандык башталат. Эгер бир гана цилиндрге таянсак, деталь ар бир жолу узундук боюнча бир аз башкача орун алышы мүмкүн. Буга кичине фаска, заусенец, тешик боюнча допуск же жеңил конустуулук жетиштүү. Биринчи операцияда бул майда нерседей көрүнөт. Жыйынтыгында өлчөмдүн качышы чыгат, аны кийин оңдоо кыйын болуп калат.
Экинчи жагы да бар. Тор көбүнчө узундукка эле эмес, бурчка да таасир этет. Эгер ал база катары иштесе, кийинки иштетүүнүн перпендикулярдүүлүгү жана жумушчу беттин биениеси да ошого жараша болот. Эгер болсо бир гана цилиндр боюнча базалансак, ал эми мурунку өтүүдөн калган тор тегиз эмес болсо, огу табылгандай сезилет, бирок деталды геометриясы кайра эле тайып кетет.
Адатта тор боюнча базалоо төрт учурда каралат: узундук белгилүү бир тордон өлчөнгөндө, тор менен огу ортосундагы тик бурч маанилүү болгондо, биение торго салыштырылып көзөмөлдөнгөндө жана биринчи орнотуу кийинки өлчөмдөрдүн бүт чынжырын аныктаганда.
Жакшы мисал - кыска втулка. Анын базалык тордон стопордук шакек үчүн канавкага чейинки өлчөмү чачырабай кайталанышы керек. Эгер аны жөн гана тешик боюнча койсок, канавка узундук боюнча жылып кетиши мүмкүн. Деталь таза торго такалып турса, октук орду дароо туруктуураак болот.
CNC токардык станоктордо бул өзгөчө тез байкалат. Программа бирдей, инструмент ошол эле, бирок детальдан деталга чейинки өлчөм "сүзүп" турат. Көп учурда себеп станокто же инструментте эмес, тандалган базада болот. Эгер узундукту жана бурчту тор аныктаса, бир гана цилиндр көп учурда жетпейт.
Тор орнотуу схемасында эмнени өзгөртөт
Тор деталга узундук боюнча так токтоочу чек берет. Бул бүт орнотуунун жүрүшүн дароо өзгөртөт: деталь ар бир жолу бир эле чекитке келет, ал эми октук өлчөм жакшыраак кайталанат. Эгер деталды узундугу же тепкичтин орду так болушу керек болсо, мындай таяныч көбүнчө бир гана цилиндрдик отургузууга караганда туруктуураак натыйжа берет.
Цилиндр башкача иштейт. Ал борборлоштурууну жана соосдуулукту жакшы кармайт, бирок октун боюнда так орунду дайыма эле бере бербейт. Эгер отургузууда бир аз боштук болсо, деталь бир аз тереңирээк же бир аз бийигирээк отурушу мүмкүн. Чиймеде бул майда нерседей көрүнөт, ал эми серияда узундук боюнча чачыроого айланат.
Тор боюнча базалоо көбүнчө тордун окторго карата перпендикулярдүүлүгүн кармоо керек болгон жерде утат. Деталь таза жана түз таянычка кысылганда, тор "сүзбөйт", инструмент да тынчыраак иштейт. Бул втулкаларда, фланецтерде жана бурттуу детальдарда өзгөчө көрүнөт, анткени бир тор кийинки иштетүүнүн бүт геометриясын аныктайт.
Бирок мындай схеманын катуу шарты бар: тордун өзү сапаттуу болушу керек. Эгер анда заусенец, толкун, кескичтин изи же кир болсо, ката түз эле өлчөмгө да, бурчка да өтөт. Мындай учурда так диаметр да жардам бербейт.
Жөнөкөй айтканда, тор узундукту жакшыраак кайталайт, ал эми цилиндр борборду жакшыраак кармайт. Ошондуктан тор боюнча таянычтуу оправка диаметр "жаман" болгондо эмес, тор өлчөмдү цилиндрден күчтүүрөөк башкарганда керек. Эгер узундук, тепкич же жумушчу бет торго байланган болсо, орнотууда ошол эле элементке таянуу логикалуу.
Цилиндрдик отургузуу качан ыңгайлуу
Цилиндрдик отургузуу операция үчүн эң маанилүүсү огу болгон жерде ыңгайлуу. Бул узун втулкалар, шакектер жана диаметри таза иштетилген, бирок тору дагы даяр эмес заготовкалар үчүн көп кездешет. Эгер ушундай торго таянсак, узундук сүрүлгөн жер, заусенец же тегиз эмес припусктан улам "сүзүп" кетиши мүмкүн.
Практикада бул дароо билинет. Ичи таза, бирок тору черновой болгон втулка тордук упорлуу оправкага ар бир жолу бир аз башкача отурушу мүмкүн. Чачыроо чоң эмес, бирок ал деле кошумча жүздүктөрдү чыгарып же торду октогу тик бурчтан алыстатып жиберүүгө жетет.
Таянышка каршы иштеген дагы бир нерсе - тордун аянтынын кичинелиги. Тар шакек же жука деталь, өзгөчө кырына фаска берилген болсо, оңой кыйшык отурат. Мындай учурда цилиндр деталды тынчыраак кармайт, анткени контакт тар сызык менен эмес, бет боюнча болот.
Дагы бир кеңири учур - кайра орнотуу. Эгер биринчи операциядан кийин деталда таза тышкы же ички цилиндр пайда болсо, экинчи жолу көбүнчө ошол боюнча туруктуу отургузуу оңой. Бул бир нече диаметрдин, расточканын жана подшипник отургучу бар жердин соосдуулугун сактоо керек болгондо пайдалуу.
Эгер тапшырма тордон болгон узундукта эмес болсо, тор боюнча базалоо өзүнчө эле олуттуу артыкчылык бербейт. Беттер бир эле октон өтүшү маанилүү болгондо, цилиндрдик отургузуу адатта алдын ала айтылуучуураак болот, өзгөчө тор дагы ишенимдүү база болуп үлгүрө элек болсо.
Жөнөкөй мисал - заготовканы кескенден кийинки узун втулка. Анын тору орой, ал эми тешиги таза расточен. Эгер андан ары тышкы диаметрди тешикке соос кылып иштетүү керек болсо, цилиндр боюнча базалоо логикалуу. Торго таяныч ыңгайлуу орнотуу берет, бирок октун багытында жыйынтыкты начарлатышы мүмкүн.
Тордук схема кайда утат
Тордук схема октук өлчөм отургузуудан маанилүүрөөк болгон жерде жакшы натыйжа берет. Эгер узундук тордон эсептелсе, ал эми тордун окторго карата бурчу сборкага таасир этсе, тор боюнча таяныч цилиндрдик отургузууга караганда көбүрөөк кайталануучу натыйжа берет.
Муну көбүнчө фланецтерде, ступицаларда жана кыска втулкаларда көрүүгө болот. Мындай детальдардын тешиги заготовкадан же черновой иштетүүдөн кийин бир аз чачырашы мүмкүн, бирок узундукту катуу кармоо керек. Эгер деталды бир гана цилиндр боюнча койсок, тешиктин формасынан улам ал бир аз терең же үстүрөөк отуруп калышы мүмкүн. Тор бул белгисиздикти алып салат.
Өзүнчө учур - тешик менен тор тик бурчта турушу керек болгон детальдар. Эгер детал үчүн тордун перпендикулярдүүлүгү маанилүү болсо, тор боюнча базалоо көбүнчө ишенимдүүрөөк, анткени база дароо бир түздүктү берет. Бул айрыкча тешик бургулоодон же расточкалоодон кийин формасы идеалдуу эмес болгондо байкалат. Мындайда цилиндрдик отургузуу тешиктин каталарын көчүрүп алат, ал эми тор аларды андан ары сүйрөп кетпөөгө жардам берет.
Кескенден кийин айырма дагы даана чыгат. Заготовка бир аз узундук чачыроосу жана идеалдуу эмес тор менен келет. Эгер бат эле таза өлчөмгө чыгуу керек болсо, тордук упорлуу оправка орнотууну жеңилдетет: деталь базалык торго таянып отурат, ал эми настройка штукадан штукага туруктуураак болот.
Мындай схема экинчи торду ошол эле орнотууда иштеткенде да ыңгайлуу. Бул учурда жалпы узундукту кармоо жеңилирээк, анткени биринчи тор чыныгы база болуп калды. Серия үчүн бул чоң плюс: контроль тезирээк өтөт, ал эми октук өлчөмдүн чачыроосу адатта азаят.
Чиймеге карап тандоо, адатка эмес
Жакшысы алгач оснастикадан эмес, чиймеден баштоо. Биринчи кезекте деталь эң катуу кармашы керек болгон өлчөмдү табыңыз. Эгер узундук тордон эсептелсе, ал эми тордун октогу бурчу сборкага таасир этсе, көбүнчө тор боюнча базалоочу оправка жакшы иштейт. Эгер болсо өлчөмдөр жана биение диаметрге байланган болсо, анда цилиндр боюнча отургузууга караган оң.
Андан кийин допусктар кайсы базадан чыгып жатканын текшериңиз. Бул жөнөкөй кадам, бирок аны көп учурда өткөрүп жиберишет. Чиймеде база түз көрсөтүлүшү мүмкүн, же өлчөмдөр менен форма допусктарынын чынжырынан окулушу мүмкүн. Эгер өлчөм логикасынын баары тордон башталса, цилиндрди башкы ролго коюунун кереги жок, жөн гана буга көнүп калгандыктан.
Андан кийин тордун өзүн баалаңыз. Эгер ал таза иштетилген болсо, заусенецсиз жана ачык издерсиз, ага таянышса болот. Эгер тор жука, ийилчээк же бир гана кыры менен тийип турса, кагаздагы эсеп цехте иштебей калышы мүмкүн.
Ошондон кийин эки коркунучту салыштыруу пайдалуу: торго таянганда детальдын кыйшаюусу жана цилиндр боюнча отургузганда октук жылыш. Көбүнчө бир нече деталда сыноо орнотуу жасап, дароо өлчөм алуу менен талаш тез бүтөт. Базалоочу диаметри кичине, узундугу катуу талап кылынган кыска втулкада тордук схема көп учурда утат. Соосдуулугу ишенимдүү цилиндри бар, тору экинчи даражадагы узун деталда көбүнчө кадимки диаметр боюнча отургузуу ыңгайлуураак.
Цехтеги жөнөкөй мисал
Бул тешиги бар, сырткы диаметрлүү жана узундугу так болгон кыска ступицада жакшы көрүнөт. Узундук боюнча допуск кичинекей, ал эми экинчи тор октун салыштырмалуу түз чыгышы керек. Мындай деталда базаны тандоо тез эле теория болуудан калат.
Эгер деталды цилиндрдик отургузууга койсок, ал тешик боюнча отурат, бирок узундук көп учурда бир нече жүздүккө "сүзүп" кетет. Себеби жөнөкөй: боштук бар, кысуу күчү бар, жана деталь ар ирет октун боюнда бир аз башкача орун алат. Узун втулка үчүн бул кээде макул. Кыска ступица үчүн чачыроо өтө эле көрүнүктүү.
Мындай учурда торго таянган оправка көбүнчө тынчыраак натыйжа берет. Деталь таза торго таянып отурат, жана дал ошол тор узундуктагы ордун аныктайт. Өлчөмдү тезирээк алууга болот, анткени операторго цилиндр боюнча кокус отурууну ар ирет кармоонун кереги жок.
Дагы бир артыкчылыгы бар. Деталь жакшы базалык торго ишенимдүү таянганда, иштетүүдөн кийинки экинчи тор тешиктин огуна салыштырмалуу түзүрөөк чыгат. Перпендикулярдүүлүктү кармоо жеңилирээк, анткени база кысуу учурунда октун боюнда жылбайт.
CNC токардык станокто бул серияда өзгөчө жакшы байкалат. Биринчи деталь цилиндрдик схема менен да жакшы чыгышы мүмкүн, эгер мастер аны кылдат кысып, өлчөмдү кармап калса. Бирок бешинчи же онунчу деталда эле айырма контролдо көрүнөт: торго таянганда жыйынтык туруктуураак кайталанат.
Чынында, бир шарт бар. Эгер биринчи тор чийки болсо, заготовкадан калган толкундуу же заусенецтүү болсо, ал өзү ката булагына айланат. Анда алгач базаны даярдоо керек: торду кыркуу, заусенецти алуу жана жабышууну текшерүү.
Кайда көп жаңылышат
Эң көп кетчү ката жөнөкөй: технолог так диаметрди көрүп, аны башкы база кылат, бирок чиймеде узундук жана бурч боюнча допуск тордон чыккан болот. Натыйжада деталь цилиндрде так отургандай сезилет, бирок базадан болгон өлчөм "сүзүп" турат. Анан себебин инструменттен же станоктон издей башташат, бирок маселе орнотуу схемасында болгон.
Экинчи типтүү ката - тор менен булганган контакт. Майда стружка, заусенец же мурунку операциянын изи деле жалган таяныч жаратууга жетет. Ката кичине болушу мүмкүн, бирок ал дароо узундукка да, перпендикулярдүүлүккө да таасир этет.
Кысууну да көп учурда баалашпайт. Деталь торго бүт бети менен эмес, бир гана кыр менен тийип калышы мүмкүн. Кысылгандан кийин контакт өзгөрөт да, база иш жүзүндө жылып кетет. Бул жука шакектерде, втулкаларда жана дубалы анча катуу эмес детальдарда жагымсыз. Торго таянган оправка тор чын эле тыгыз жана бирдей отурганда гана жакшы иштейт.
Дагы бир ката - оправканын отургузуучу диаметрине гана карап, тордук биениени текшербөө. Эгер оправканын тору биение берсе, деталь иштетүү баштала электе эле кыйшайып калат.
Партияны иштетүүдөн мурун бир нече нерсени текшерүү жетиштүү: чиймеде иш өлчөмдөр кайсы беттен берилген, деталдын тору таза беле, кыскандан кийин контакттын жери өзгөрүп жатабы, оправканын тордук биениеси көзөмөлдөнгөнбү жана черновой менен чистовой база бир орнотууда аралашып кеткен жокпу. Акыркы пункт көп ойлогондон да көп кездешет. Формалдуу маршрут бирдейдей көрүнөт, бирок база башка болгондуктан жыйынтыктар ажырай баштайт.
Ишке киргизүүдөн мурун кыска текшерүү
Ишке киргизүүдөн мурун беш мүнөт бөлүү көп учурда партияны узундук жана бурч боюнча чачыроодон сактап калат. Бул өзгөчө тордук упорлуу оправка тандалганда жана андан так узундук менен туруктуу перпендикулярдүүлүк күтүлгөндө байкалат.
Алгач программаны эмес, контактты карашат. Эгер деталдын торунда заусенец, кесүү изи же кичинекей басылуу калса, деталь бүт бет менен отурбай калат. Анан упордун өзүн текшеришет. Упор бетинин алдындагы бир эле стружка октун боюнда кошумча жүздүктөрдү кошуп жиберет.
Андан кийин индикаторду торго коюп, бир деталды кеминде үч жолу кайра орнотуп көрүү пайдалуу. Эгер жебе ар жолу дээрлик бир эле жерге келсе, схема тынч иштеп жатат деген сөз. Эгер көрсөткүчтөр "сүзүп" турса, себеп көбүнчө жөнөкөй болот: кир упор, толук отурбаган деталь же алсыз кысуу.
Бир гана заготовкага карап чечим чыгарбоо керек. Биринчи 3–5 деталды катары менен текшерип, узундукту гана эмес, тордун бурчун да караган жакшы. Эгер ар бир кайра орнотуудан кийин өлчөм кармалып, перпендикулярдүүлүк бузулбаса, партияны ашыкча коркунучсуз иштетсе болот.
Анан эмне кылуу керек
Эки схеманы салыштыргандан кийин чечимди "эсте калгандай" калтырбаңыз. Базаны наладка картасына наладчик, оператор жана контролёр бирдей түшүнө тургандай кылып бекитиңиз. Түздөн-түз мындай деп жазган жакшы: "тор боюнча упор, узундук өлчөмүн тордон кармайбыз" же "база цилиндр боюнча, тор жөн гана таяныч". Кыска жана так жазуу станок жанындагы ашыкча талаштарды азайтат.
Андан кийин детальдарды эки топко бөлүү пайдалуу. Биринчи топто тор узундукка, биениеге жана перпендикулярдүүлүккө цилиндрден күчтүүрөөк таасир этет. Мындай детальдар үчүн торго таянган оправка көбүнчө алдын ала айтууга оңой натыйжа берет. Экинчи топто негизги өлчөм диаметрден келип, тор экинчи даражада турат. Ал жерде цилиндрдик отургузуу көп учурда жөнөкөй жана арзаныраак болот.
Эгер серия узун болсо, оснастиканы бир ийгиликтүү деталь үчүн тандабаңыз. Орнотуунун ылдамдыгы, кайталанмалуулук жана отургузуунун эскириши маанилүү. Кээде цилиндрдик схема биринчи ишке киргизүүдө ыңгайлуураак көрүнөт, бирок 200 деталь өткөндө тордук база узундук боюнча азыраак чачыроо берип, азыраак оңдоону талап кылат.
Эгер сиз орнотуу схемасын гана эмес, ушундай номенклатурага ылайык станоктун өзүн да тандап жатсаңыз, тапшырманы кеңирээк караган туура. EAST CNC, east-cnc.kz, металл иштетүү үчүн CNC токардык станоктор менен иштейт жана жабдууну тандоо, жеткирүү, ишке киргизүү жана сервис боюнча жардам берет. Компаниянын практикалык материалдары бар өз блогу да бар, бул бир деталь боюнча эле эмес, цехтеги типтүү маселелер боюнча да чечимди салыштырууга ыңгайлуу.
Ишке киргизгенден кийин биринчи партиянын өлчөөлөрүн чогултуп, бир эле деталь менен чектелбеңиз. Кеминде 10-20 даананы катары менен текшерип, узундукту, тордун перпендикулярдүүлүгүн жана кайра орноткондон кийинки кайталанмалуулукту караңыз. Эгер чачыроо узундук боюнча болсо, биринчи кезекте упорду, тордун тазалыгын жана кысуу күчүн караңыз. Эгер соосдуулук тайса, отургузууга жана цилиндрдик базанын абалына кайтыңыз.
Жакшы схема кысылган учурда эмес, биринчи партиянын өлчөөлөрү жана оператор канча жолу кийлигишкенине карап билинет.
FAQ
Качан торго таянган оправканы колдонгон жакшы?
Аны узундук тордон эсептелгенде жана ошол эле тор октун перпендикулярдүүлүгүн кармаганда колдонуңуз. Тор боюнча таяныч деталды узундук боюнча бир эле орунга отургузат, ал эми цилиндр жөн гана центрлейт.
Кайсы учурларда кадимки цилиндрдик отургузуу жетиштүү?
Бул операция үчүн соосдуулук тордон болгон узундуктан маанилүүрөөк болгондо ыңгайлуу. Эгер тешик же сырткы диаметр таза иштетилсе, ал эми тор дагы эле орой болсо, цилиндр боюнча отургузуу көбүнчө тынчыраак натыйжа берет.
Эмне үчүн деталды жөн гана тешик боюнча койсо, узундук өзгөрүп кетет?
Анткени отургузууда болгон боштук деталды октун боюнда бир аз жылдырып коёт. Буга фаска, заусенец, жеңил конустуулук же ар башка кысуу кошулганда, деталь ар ирет бир аз башкача отурат.
Чиймеден базаны кантип бат түшүнсө болот?
Алгач чиймени ачып, эң катуу допуск коюлган өлчөмдү табыңыз. Эгер өлчөмдөрдүн чынжыры тордон башталса, торго таяныңыз; эгер баары окторго жана диаметрлерге байланышса, цилиндрдик базага көңүл буруңуз.
Оправкага орнотуунун алдында торду даярдоо керекпи?
Ооба, болбосо таяныч өзү ката булагына айланат. Заусенецти алып салыңыз, кирди тазалаңыз, кесүү издерин текшериңиз жана бир гана кыр менен эмес, толук жабышууну камсыз кылыңыз.
Тордук таяныч натыйжаны начарлатып коюшу мүмкүнбү?
Мүмкүн. Эгер тор тегиз эмес, жука же ийилүүгө жакын болсо, деталь кыйшайып калат. Кыскандан кийин контакт өзгөрүп, сиз узундукту да, бурчту да жоготосуз.
Кыска втулка үчүн кайсысы жакшы: тордук таянычпы же цилиндрби?
Кыска втулка үчүн, так узундук талап кылынса, көбүнчө тор боюнча базалоо жакшыраак иштейт. Узун втулкада, тешик менен соосдуулукту кармоо керек болгондо, цилиндр боюнча отургузуу көбүрөөк утуш берет.
Серияны баштоонун алдында эмнени текшерүү керек?
Упордун жана тордун тазалыгын текшериңиз, анан бир деталды бир нече жолу кайра орнотуп көрүңүз. Эгер өлчөм жана индикатордун көрсөткүчү өзгөрсө, стружканы, деталды толук отургузбаганды же отургузуудагы ашыкча боштукту издеңиз.
Кыскандан кийин өлчөм өзгөрүп кетсе эмне кылуу керек?
Дароо программаны оңдоого шашылбаңыз. Биринчи кезекте деталь базага кантип отурганын, кысуудан кийин контакт өзгөрбөгөнүн жана оправканын тор жагы чайпалбай турганын караңыз.
Узак наладкасыз орнотуу схемасын кантип текшерсе болот?
3–5 детальга сыноо жасап, узундукту, тордун бурчун жана кайра орноткондон кийинки кайталанмалуулукту өлчөңүз. Эгер маанилер туруктуу болсо, схеманы калтырса болот; болбосо, маселени станоктон же инструменттен гана издебей, базаны өзгөртүңүз.