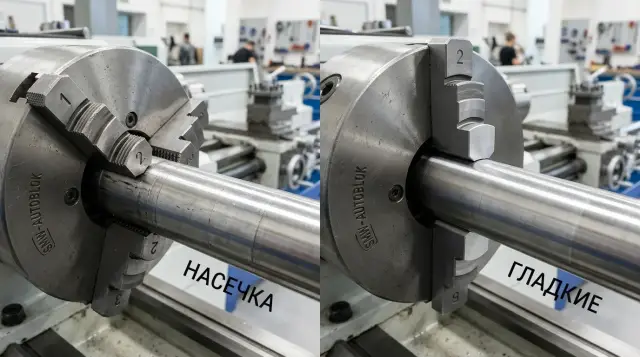
Насечкалуу же жылмакай спецкулачтар: кайсысы базаны бузат
Насечкалуу же жылмакай спецкулачтарды салыштырып, деталды кармоо менен таза базадагы издин тобокелин карап чыгабыз. Кайра орнотуулар көп болгон учурга ылайыктуу вариантты тандаңыз.
Көйгөй кайда чыгат
Кайсы спецкулач жакшы — насечкалуу же жылмакай — деген талаш көбүнчө биринчи деталда эмес башталат. Чыныгы көйгөйлөр деталды патронго кайра-кайра коюуга туура келгенде чыгат.
Биринчи кысуудан кийин база уже өзгөрөт. Байланыш тилкесинде микроиздер калат: жеңил ойуктар, сызыктар, айрым жерлерде араң байкаларлык деформация. Аларды дароо байкабай калышыңыз мүмкүн, бирок кийинки орнотууда дал ошолор отурууну өзгөртөт.
Эгер деталь башка бурчта кайтарылса, кулачтар жаңы чекиттерге басып, таза бетке жаңы издерди кошот. Эгер оператор эски отпечатокторду кармоого аракет кылса, бул да дайыма эле жардам бербейт. Бир кулач эртерээк таянып, экинчиси кечирээк калышы мүмкүн. Ошондон улам биение өсөт, ал эми кайра иштетүүдөн кийинки өлчөм ондуктарга чейин термеле баштайт.
Таза операцияда бул бат көрүнөт. Кысуудан калган майда из деталды бир тараптан бир аз көтөрүп же огун жылдырып жиберет. Станок болсо программаны так кармайт, бирок деталь конус менен, жылыш менен же туруксуз диаметри менен чыгат. Сыртынан караганда бул наладканын катасы сыяктуу көрүнөт, бирок себеби алда канча жөнөкөй болушу мүмкүн: база мурунку кысууда эле жабыркаган.
Тобокел жумшак материалдарда жогору. Алюминий, латунь жана айрым дат баспас болоттор изди катуу болотко караганда тезирээк кабыл алат. Жука дубал болсо дагы бир көйгөй кошот: кулачтар из калтырып эле тим болбостон, форманы да бир аз басат. Эгер кысуу поясогу тар болсо, басым кичинекей зонага түшөт да, база андан да бат бузулат.
Цехтеги кадимки көрүнүш мындай: втулканы өлчөп бүткөндөн кийин алып, кыска доводка үчүн кайра токардык патронго коюшат. Биринчи кысуудан калган издер дээрлик көрүнбөйт. Кайра орноткондон кийин индикатор кошумча 0,02–0,03 мм көрсөтөт, жана таза база мурда күткөндөй кайталанбай калат.
Насечка менен жылмакай беттин айырмасы
Насечка даяр тетикти ишенимирээк кармайт, анткени ал жөн гана баспастан, бетти “чагат” дагы. Бул өзгөрмө жүктөгү деталдарда жакшы көрүнөт. Кулачтар детальдын бурулуп же ог боюнча жылып кетишине азыраак жол берет. Эгер припуск чоң болсо, чыгып турган бөлүк көрүнүктүү болсо жана өтүү катуу болсо, мындай кысуу адатта көбүрөөк катаны кечирет.
Жылмакай кулачтар башкача иштейт. Алар базаны тиштебейт, кармоо байланыш аянты жана туура тандалган күч аркылуу ишке ашат. Алардан кийинки из адатта азыраак болот, бирок токарь кысуу күчүн так тандаса гана. Күч аз болсо — деталь жылат. Өтө көп болсо — база майышат, ал эми жылмакай беттин мааниси жоголот.
Натыйжага эң көп таасир эткени — байланыш тактысы. Эгер кулач деталга тар тилке менен тийсе, металлга түшкөн басым кескин өсөт. Сыртынан баары нормалдуу көрүнүшү мүмкүн, бирок дал ушундай жерлерде көбүнчө отпечаток, овалдуулук жана кайра коюуда өлчөмдүн жылышы пайда болот. Ошондуктан туура отурбаган жылмакай кулач кээде базаны насечкадан да күчтүү бузат.
Материал да картинаны аябай өзгөртөт. Болотто насечка көбүнчө байкаларлык, бирок көтөрүмдүү из калтырып, туруктуу кармайт. Алюминийде ошол эле насечка бетти бат майыштырып, кийин таза базага тоскоол болгон терең сүрөт калтырат. Жылмакай кулачтар алюминийде, адатта, байланыш кеңири болуп, кесүү режими тынч болсо, коопсузураак.
Эки вариантты детальга байланыштырып салыштырбасак, бир жеңүүчү жок. Оор жана ишенимдүү кармоодо көбүнчө насечка утат. Таза базага кайра коюуда болсо, жакшы расточкаланган жылмакай бет, адатта, артык, эгер кулачтар диаметрге так туура келсе жана патрон кошумча күч талап кылбаса.
Насечка качан негиздүү
Насечка “болуп калышы мүмкүн” деп эмес, так көйгөйгө жараша керек: деталь жылып же патрондо бурулуп кетип жатат. Бул үзгүлтүктүү кесүүдө, оор өтүүдө же жылмакай материалда болушу мүмкүн. Эгер жылмакай кулачтар көрүнүктүү кысуу күчү көбөйгөндө гана кармай баштаса, бул жаман белги.
Мындай учурда насечка көбүнчө даяр тетикти азыраак күч менен кармоого жардам берет. Ал бетке жакшыраак жабышат, ошондуктан деталь кесүү маалында азыраак жылат. Бул өзгөчө байланыш аянты кичине болгондо пайдалуу: кыска поясок, тар тепкич, жука шакек, кысуу узундугу аз. Жылмакай бетте мындай контакт оңой эле үзүлөт, айрыкча вибрация пайда болсо.
Бирок насечка кысуу астында чийки зона же өзүнчө технологиялык поясок болгондо гана негиздүү. Эгер кулачтар таза базага эмес, припускка же кийин иштетиле турган участокко таянса, издер анчалык коркунучтуу эмес. Кайра коюу үчүн бул көп учурда эң тынч вариант: кысуу ишенимдүү кармайт, ал эми иштөөчү база жабыркабайт.
Адатта насечканы жок дегенде эки шарт дал келгенде тандашат: деталь мурда жылмакай кулачтарда бурулуп кетүүгө аракет кылган, кысуу чийки участок аркылуу жүрөт, байланыш зонасы кыска же тар, ал эми кысуу күчүн көбөйтүү деталды насечкадай жеңил из эмес, көбүрөөк майыштырат.
Жөнөкөй айтканда, насечка сыргып кетүү коркунучу отпечаток коркунучунан чоңураак жерде утат. Айрыкча деталь патронго бир нече жолу кайтып келгенде. Таза өтүүдө деталды буруп жибергенден көрө, припускта из калганы жакшы.
Кайсы учурда жылмакай кулачтар жакшы
Эгер детальды алып, кайра таза иштетүүгө коюша турган болсо, патрондон калган ар кандай отпечаток бат эле көйгөйгө айланат. Биринчи орнотууда майда нерседей көрүнгөн из, кайра коюуда деталдын таянычын өзгөртүп, өлчөмдү жылдырат.
Жылмакай кулачтар көбүнчө жөнөкөй себептен утат: алар насечкадай базаны агрессивдүү басып кирбейт. Эгер кулачта детальдын диаметри боюнча расточка же анын контурун кайталаган форма болсо, контакт тар сызык же өзүнчө тиштер аркылуу эмес, чоңураак аянт менен жүрөт. Анда даяр тетикти азыраак күч менен кармап, ошол эле учурда туруктуулукту жоготпойсуң.
Бул өзгөчө кийин отурууга катышкан таза базада айкын көрүнөт. Вал, втулка же жука дубалдуу шакек үчүн терең эмес из да жагымсыз натыйжа берет: деталь бир аз башкача отурат, биение өсөт, өлчөм ар орнотууда ар башка болуп калат. Мындай учурда жылмакай кулачтар дээрлик дайыма артык, эгер кесүү тынч болуп, кармап туруучу запас жетиштүү болсо.
Жылмакай бет, адатта, деталь көп кайтып келгенде, база уже иштетилген жана отуруу же осьтик шайкештик үчүн жооп бергенде, кулачтар конкреттүү диаметрге расточкаланганда, байланыш аянтын чоңойтуп, кысуу күчүн сыргып кетүү коркунучу жок азайтууга мүмкүн болгондо жакшы натыйжа берет.
Жөнөкөй мисал: втулканы адегенде бир тарабынан иштетишет, анан сырткы диаметр боюнча таза өтүү үчүн кайра коюшат. Насечка менен патрон ишенимдүү кармайт, бирок базада басылган чекиттер калат. Кайра орноткондон кийин деталь мурдагыдай бирдей жатпай, чебер эки жүздүктү узагыраак издеп калат. Жылмакай, расточкаланган кулачтар менен из алсызыраак болот же таптакыр болбойт, анткени басым бир калыпта бөлүштүрүлөт.
Бирок өзгөчө учур да бар. Эгер даяр тетик катуу болсо, бети чийки болсо, ал эми кесүү оор жүрсө, жылмакай кулачтар начарыраак кармап калышы мүмкүн. Бирок кайра орнотуудагы таза база үчүн алар, адатта, бетти кыйла азыраак бузат.
Базанын жабыркай баштаганын кантип түшүнсө болот
База бир эле кысууда сейрек бузулат. Адатта көйгөй майда-чүйдөдөн топтолуп, анан деталь бир күнү кайра так кайталанбай калат. Кечээ түз отурган деталь бүгүн ошол эле операциядан кийин оңдоону талап кылып калат.
Биринчи белги патрондон чыгаргандан кийин дароо көрүнөт. Таза бетте ойуктар, жалтыраган контакт тактары же насечканын так сүрөтү калат. Эгер из көрүнүп эле тим болбостон, тырмак менен да билинсе, бул жөн гана сырткы көрүнүш эмес. Кысуу кийин кайра таяна турган бетти өзгөртүп жатат.
Экинчи белги кайра орнотууда чыгат. Биринчи өтүүдөн кийин биение нормалдуу, ал эми экинчи же үчүнчү орнотуудан кийин өсөт, бирок кысуу режими менен базалоо орду ошол эле бойдон. Мындайда маселе көп учурда станокто да, индикатордо да эмес. База ар жолу бир аз башкача отпечаток алып, деталь жаңыча отурат.
Дагы практикалык белгилер да бар. Деталь контрольдук оснасткага начарыраак кире баштайт. X же Z боюнча нөлдү дээрлик ар жолу кайра издөөгө туура келет. Биринчи өтүүдөн кийин баары туруктуу көрүнгөнсүйт, анан деталь “бир аз жетпей” жаткандай же кыйшайып тургандай сезим пайда болот. Таза операция үчүн бул эле өлчөмдүн жылышына жетиштүү.
Кулач түрү боюнча талашта дал кайталанмалуулук чындыкты айтат. Эгер база кайра-кайра так кайталанбай калса, демек кулачтар же кысуу схемасы деталга каршы иштей баштаган.
Өзүңүздүн детальга ылайык кантип тандоо керек
Тандоодо наладчынын адатын эмес, деталдын өзүн караган жакшы. Эң кеңири ката жөнөкөй: даяр тетикти кийин таза жана так калууга тийиш болгон беттен кармашат.
Адегенде кайсы зонаны базага зыян келтирбей кармоого болорун түшүнүү керек. Эгер чийки поясок, припуск же кийинки иштетүүгө арналган участок болсо, ошол жерге таянган жакшы. Эгер бош зона жок болуп, патрон дээрлик даяр бетти кармап турса, жылмакай кулачтар, адатта, коопсузураак.
Андан кийин деталь канча жолу кайра патронго кайтаарын болжолдоо керек. Бир эле орнотууда насечка көрүнүктүү кесепетсиз эле өтүшү мүмкүн. Эки, үч же андан көп кайтарууда майда издер топтолуп, база жылып баштайт. Бул айрыкча втулкаларда, шакектерде жана жука дубалдуу деталдарда байкалат.
Андан кийин бир нече нерсени тез текшерүү керек: операция канчалык кесүү күчүн берет, кулачтардын чыныгы байланыш аянты кандай, деталь кысылган жерде канчалык катуу, режим же инструмент менен кесүү күчүн азайтууга болобу жана кысуу узундугу боюнча запастар барбы.
Эгер аянт кичине болуп, ал эми съём оор болсо, жылмакай кысуу деталды жылдырбай кармабай калышы мүмкүн. Андайда насечка кээде негиздүү, бирок аны таза базага тобокел кылгандан көрө, кысууну маанилүүрөөк эмес бетке көчүргөн жакшы.
Эң ишенимдүү жол жөнөкөй: ар бир комплект менен бирден сыноо кысуу жасоо. Чыгарып бүткөндөн кийин биениени өлчөп, контакт изин карап, кайра орнотууда деталь канчалык оңой жыларын салыштыруу керек.
Практикада баары эки жоготууга келип такалат: детальды сыргытпоо коркунучу жана кысуу изи менен базаны бузуп алуу коркунучу. Жалпы тобокели төмөн болгон вариант утат.
Кулачтардын өзүнөн да күчтүүрөөк таасир эткен нерселер
Насечка менен жылмакай бет тууралуу талаш көбүнчө башка жакка бурат. Чистовой базага беттин түрүнөн көрө, деталь кулачка кантип тийип турганы жана аны кандай басым менен кармап жатканы күчтүүрөөк таасир этет.
Алгач байланыш тактысын карашат. Эгер деталь тар тилкеге же кырга таянса, кысуу күчү кадимки болсо да басым өсөт. Андайда таза кулачтар менен да базага из чыгат. Байланыш аянты кең болуп, кулач формасы деталдын профилин кайталаса, жүк бир калыпта бөлүштүрүлөт жана тобокел кыйла төмөндөйт.
Кысуу күчү боюнча да ошол эле көрүнүш. Деталды көбүнчө “запас менен” тартып коюшат, чыкпай калбасын деп. Чынында ашыкча күч базаны майыштырып гана коёт, өзгөчө деталь кайра патронго коюлса. Патронду себепсиз кысканча, күчтү реалдуу кесүү моментине ылайык тандаган жакшы.
Бракка алып келүүчү өтө эле жөнөкөй себеп да бар: чипа, коюу май жана кулач менен детальдын ортосундагы майда кир. Бир катуу бөлүкчө эле деталды кыйшайтып коюп, отпечаток калтырышы мүмкүн. Андан кийин кулачтарды күнөөлөө оңой, бирок чыныгы күнөө кадимки кирде болот.
Спецкулачтын геометриясы да абдан маанилүү. Эгер профиль деталдын сырткы диаметри, тепкичи же жука дубалы менен дал келбесе, контакт туш келди болуп калат. Анда кармоо туруксуз, ал эми издер ар бир кайтарууда ошол эле жерде пайда болот.
Патрондун өзүн да унутууга болбойт. Эскирген багыттагычтар, люфт, кысуунун начар кайталанмалуулугу жана шпинделдин биениеси кооз жасалган кулачтар менен да натыйжаны бузат. ЧПУ токардык станоктордо бул өзгөчө кайра орнотууларда байкалат, анткени ар жолу бирдей отуруу керек.
Кыскасы, тартип мындай: адегенде тазалык, анан байланыш тактысынын формасы, кийин кысуу күчү, андан кийин гана кулач бетин тандоо.
Цехтеги мисал
Айырма кадимки валда жакшы көрүнөт. Бир операциядан кийин даяр моюнчалуу валды учту кыюу жана жанындагы участокто жеңил таза өтүү үчүн кайра токардык патронго коюшат. Биринчи орнотууда баары жайында, ал эми кайра коюуда күтүлбөгөн жерден отуруу бетинде жука из пайда болот. Геометрияны дагы деле кармоого болот, бирок таза база таза бойдон калбай калат.
Адегенде валды насечкалуу спецкулачтарга кысып жүрүшкөн. Алар ишенимдүү кармады: деталь бурулбайт, оператор ашыкча 0,1–0,2 ммди тынч алып, кесүү учурунда баары туруктуу көрүнчү. Бирок бошоткондон кийин моюнда отпечаток калчу. Кээде ал араң байкалчу, кээде прибор менен гана кармалчу. Эгер деталь патронго бир эле жолу эмес, кайра-кайра кайтып келсе, мындай из көйгөйдү топтой баштайт.
Кийин технолог бүт процессти эмес, болгону кысуу ыкмасын өзгөрттү. Валдын диаметрине так ылайык расточкаланган жылмакай кулач койду, деталь кесүүдө жылып кетпеген деңгээлге чейин күчтү азайтты жана таяныч кошту, ошондо вал ар жолу бир эле абалда отура баштады.
Ушундан кийин кармоо жумшагыраак болду, бирок иш жүзүндө начарлап кеткен жок. Кулач кеңири аянт менен таянып, басым бир калыпта бөлүштүрүлдү жана отуруу бетиндеги издер дээрлик жоголду. Таза өтүүдө вал дагы тынчыраак турду, анткени таяныч чыгындынын айырмасын жок кылды. Патронду “кокус” деп ашыкча тартып коюунун кереги калбады.
Дал ушундай учурларда бир эле жалпы жооп иштебей турганы билинет. Эгер деталь чийки болуп, припуск чоң болсо, насечка көп катаны кечирет. Эгер база уже таза болуп, деталь кайра патронго кайтып турса, так расточкаланган жылмакай кулач бетти кыйла азыраак бузат.
Көп кетирилген каталар
Эң кымбат ката — күчтүүрөөк кармоо ар дайым жакшы деп ойлоо. Эгер деталь кийин кайра патронго коюлса, насечка көбүнчө ишенимдүүрөөк кармайт, бирок таза базада изди да бат калтырат. Таза бет үчүн бул жаман алмашуу.
Дагы бир типтүү ката — насечканы жөн гана “ишеним үчүн” коюп, мындай запас чындап керекпи деп текшербөө. Тескерисинче да көп болот: жылмакай кулачтарда жөн гана күчтү көбөйтүп жиберишет, ошол эле учурда байланыш аянтын кеңейтүү же кулач формасын оңдоо керек эле.
Кийинки жаңылыштык — таза базага кармоо, ал эми жанында кысууга ылайыктуу чийки поясок бар. Анан эң өкүнүчтүүсү — деталды бүт партиядан кийин гана карап, биринчи сыноо циклинен кийин эмес. Жаңы деталда кулачтын изи дароо көрүнөт: кыйгач жарыкта, сүрткөндөн кийин жана майлуу катмарсыз. Эгер тырмак отпечатокту кармаса, мындан ары абал жаман гана болот.
Жылмакай кулачтарда ката адатта башкача. Оператор даяр тетик ишенимсиз отурганын көрүп, жөн эле күчтү көбөйтөт. Натыйжада да из чыгат, бирок бул насечкадан эмес, кичинекей жерде ашыкча басымдан болот.
Эгер контакт алсыз болсо, сокур күчтү көбөйткөндөн көрө, байланыштын өзүн өзгөрткөн пайдалуу. Кээде поясокко кеңири таянуу, кулачты детальдын формасына ылайык расточкалоо же кысууда деталды жылдырган жерге кошумча таяныч коюу эле жетиштүү.
Жана көптөр баалабай жүргөн өтө жөнөкөй нерсе бар: май жана майда чипа. Кулач менен детальдын ортосундагы бир эле чипа кесеги базаны насечка менен жылмакай беттин айырмасынан да катуу бузушу мүмкүн. Кысар алдында байланыш ордун жөн эле тез сүртпөстөн, чындап тазалоо керек.
Ишке киргизүүнүн алдында тез текшерүү
Биринчи детальга чейин беш мүнөт убакыт бөлүп сыноо кылган жакшы, кийин базадагы издерди жана биениенин өсүшүн аңдыгандан көрө. Ката көбүнчө теорияда эмес, майда-чүйдөлөрдө болот: туура эмес бетти кысып алуу, ашыкча күч берүү же кайра орнотуудан кийин эмне болуп жатканын карабоо.
Адегенде таза базаны бузбай кармай турган бетти табыңыз. Эгер андай зона жок болсо, жылмакай кулачтар дээрлик дайыма коопсузураак, бирок байланыш аянты нормалдуу болгондо гана. Байланыш тар болсо же деталь жука дубалдуу болсо, насечка жакшыраак кармап калышы мүмкүн, бирок анын баасы көбүнчө отпечаток менен төлөнөт.
Серияны баштоонун алдында беш нерсени текшерген жакшы:
- кулачтар кийин таза база болуп иштебей турган участокко таянат;
- байланыш тактысы жетиштүү кең, жана деталь насечкасыз деле бурулуп кетүүгө умтулбайт;
- эки же үч жолу кайра орноткондон кийин из тереңдеп же база боюнча жайылып кетпейт;
- патрон деталды түз кармайт, жана ар бир жаңы кысуудан кийин биение өспөйт;
- оператор күчтүн чегин билет жана “кокус” деп ашыкча тартпайт.
Бир тез тест көп учурда чын жооп берет. Деталды кысыңыз, чыгарып, кайра эки жолу коюп, ар биринде биениени жана байланыш жерин текшериңиз. Эгер жылмакай кулачтар туруктуу кармап, из дээрлик көрүнбөсө, насечкага өтүүнүн мааниси аз.
Цехте бул абдан жөнөкөй көрүнөт. Чистовой моюнчасы бар вал майда оңдоодон улам кайра коюлат. Биринчи орнотууда баары жайында, ал эми үчүнчүдө насечка буга чейин шакек тартат да, өлчөм жүздүктөргө чейин жылып кетет. Бир аз чоңураак байланыш аянты бар жылмакай кысуу мындай учурда көбүнчө таза натыйжа берет.
Эгер күмөн “жакшы кармайт” менен “азыраак бузат” ортосунда болсо, үч жолу кайра коюлган кыска серия жасап, кармоону эле эмес, изди да караңыз. Таза база үчүн бул божомолдон алда канча адилеттүү.
Андан ары эмне кылуу керек
Эгер база already из алып жатса, дароо насечканы жылмакай кулачка алмаштырып, маселе өзү жоголот деп күтпөө керек. Адегенде байланыш схемасын кайра караган жакшы: кулач кайда басат, таяныч аянты кандай, детальдын чыгындысы канча жана кысуу күчү ашыкча эмеспи. Кысуу схемасы туура болгондо, кулач бетин тандоо бир топ жеңил болот.
Сыноо кысууларын биринчи партиядагы брак чыккандан кийин эмес, технология этапында эле пландаган жакшы. Иштеги ошол эле күч менен бир нече тест жасагыла. Анан деталды чыгарып, кайра коюп, кайталанма орнотуудан кийин база кандай болуп жатканын текшериңиз.
Адатта жөнөкөй ырааттуулук жетиштүү: кулачтын байланыш зонасын белгилөө, биринчи жана экинчи орнотуудан кийин биениени өлчөө, деталь алынгандан кийинки базадагы изди салыштыруу жана ошол эле кысуу күчүндө отпечаток өсүп жатабы деп карап чыгуу.
Мындай ыкма сиздин деталь үчүн эмне маанилүүрөөк экенин тез көрсөтөт: максималдуу кармообу же ашыкча издерсиз таза база. Кээде жылмакай кулачтар дароо утат. Кээде деталь жылып кетет, анда маселе жылмакай бетте эмес, байланыш аянтынын өтө кичинелигинде же спецкулачтын ийгиликсиз формасында болот.
Эгер база жабыркап жатканы көрүнсө, адегенде кулач профилин, детальга ылайык расточканы же кысуу ордун өзгөртүп көрүңүз. Насечканы жөн эле жылмакай бетке алмаштыруу дайыма эле маселени чечпейт.
Ал эми маселе кулачтар менен эле чектелбестен, жабдуунун өзүнүн кайталанмалуулугуна барып такалса, анда бүт иштетүү схемасын кененирээк талдоо керек. EAST CNC адистери ЧПУ токардык станокторду тандоодо, ишке киргизүүдө жана тейлөөдө жардам беришет. Цех үчүн бул жалгыз симптомду эмес, туруксуз иштетүүнүн себептерин жоюу керек болгондо пайдалуу.
FAQ
Кайра орнотууда эмне жакшыраак: насечкабы же жылмакай кулачтарбы?
Эгер деталь көп учурда патронго кайра коюлса, таза иштетүүдө көбүнчө диаметри боюнча так расточкаланган жылмакай кулачтар утат. Алар базаны азыраак басат жана детальды бир калыпта отургузат. Насечка деталь жылып же бурулуп кетип жаткан жерде пайдалуу. Эгер кысуу таза бетке түшсө, насечка көбүнчө изди тезирээк калтырат.
Насечка качан чындап эле негиздүү?
Насечканы жылмакай кысуу детальды кармабай калганда колдонуу керек. Бул оор өтүүдө, үзгүлтүктүү кесүүдө, кысуу боюнча поясок кыска болгондо же таяныч узундугу аз болгондо болот. Насечка эң жакшысы чийки зонада же припускта иштейт. Ошондо ал детальды кармап турат, ал эми иш жүзүндөгү база жабыркабайт.
Эмне үчүн кайра кыскандан кийин биение өсөт?
Биринчи кысуудан кийин базада микроиздер калат. Кийинки орнотууда деталь мурдагыдай отурбай, кулачтар жаңы чекиттерге басат. Ал тургай кичинекей ойук да таянычты өзгөртөт. Ошондон улам огу жылат, ал эми индикатор кошумча жүздүктөрдү көрсөтөт.
Кайсы материалдар жана деталдар көбүрөөк жабыркайт?
Издер эң бат жумшак материалдарда пайда болот. Алюминий, латунь жана айрым дат баспас болоттор катуу болотко караганда изди алда канча эрте кабыл алат. Жука дубалдуу деталдар андан да көбүрөөк жабыркайт. Кулачтар из калтырып эле тим болбой, форманы да бир аз басып жиберет.
Жылмакай кулач насечкага караганда базаны көбүрөөк бузушу мүмкүнбү?
Ооба, мүмкүн. Эгер кулач детальга тар тилке же кыр менен тийсе, насечка жок болсо да басым өсөт. Мындай схема менен жылмакай кулач тиштүүсүнө караганда кем эмес ойук калтырат. Көбүнчө маселе беттин өзүндө эмес, байланыш аянтынын начарлыгында жана ашыкча күчтө болот.
Базанын жабыркаганын кантип түшүнсө болот?
Бетти детал чыккан соң эле караңыз. Эгер ойук, жылтыраган тийишүү тактары же насечканын сүрөтү көрүнсө, база уже өзгөрүп жатат. Андан кийин кайталанмалуулукту текшериңиз. Эгер экинчи жана үчүнчү кайра орнотуудан кийин биение өсүп, нөлдү кайра издөөгө туура келсе, кысуу базаны буза баштаган.
Серияны баштоонун алдында эмнени текшерүү керек?
Адегенде базаны бузбай кармап турган зонаны аныктаңыз. Анан байланыш аянты канчалык кең экенин жана кысуу күчү ашыкча эмес экенин текшериңиз. Андан кийин удаама-удаа эки же үч жолу кайра коюп, ар бир жолу биениени өлчөңүз. Мындай тест схема деталды жаңы издерсиз кармайбы же жокпу тез көрсөтөт.
Жылмакай кулачтарда кысуу күчүн жөн эле көбөйтүп койсо болобу?
Адатта жок. Эгер жөн эле күчтү көбөйтө берсеңиз, сиз көбүнчө сыргып кетүү маселесин чечпейсиз, болгону базаны басып коёсуз. Адегенде байланыш аянтын кеңейтип көрүңүз, кулачты детальга ылайык расточкалаңыз же кысууну анчейин маанилүү эмес бетке көчүрүңүз. Күчтү андан кийин гана көтөрүүнүн мааниси бар.
Чистовой базадагы издерди кантип азайтуу керек?
Эң жөнөкөйсүнөн баштаңыз: кулачтарды жана деталды тазалаңыз, байланыш зонасынан чипаны жана коюу майды алып салыңыз. Анан кулач кеңирээк таянып жатканына ишениңиз, тар поясокко гана басып жатпасын. Эгер деталь кайра патронго коюлса, анын диаметри боюнча жылмакай кулачтарды расточкалап, күчтү акылга сыярлык деңгээлге түшүргөн жакшы. Көп учурда ушунун өзү эле изди дээрлик жок кылат.
Кайра орнотулгандан кийин өлчөм дагы эле жылып кетсе эмне кылуу керек?
Алгач майда-чүйдө нерселерди четке кагыңыз: патрондогу кир, детальдын кыйшайып отурушу, ашыкча күч жана кулачтын начар формасы. Анан станоктун өзүн жана шпинделди караңыз: люфт жана кайталанма орнотуунун начарлыгы да жылыш берет. Эгер кысуу схемасын оңдогондон кийин маселе калса, бүт процессти толугу менен талдоо керек. Көбүнчө бир эле кулач эмес, кысуу, детальдын чыгындысы жана жабдуунун абалы биригип таасир этет.