Сериялык тетик үчүн куюма, согуу же прокат: кайсынысын тандайбыз
Сериялык тетик үчүн куюма, согуу же прокат припуск, өлчөмдүн туруктуулугу жана операциялардын саны боюнча айырмаланат. Кайсы жерде убакыт менен металл жоготуп жатканыңызды карап чыгабыз.
Эмне үчүн даярканы тандоо бүт серияны өзгөртөт
Бир эле чиймени ар кандай жол менен бүтүрүүгө болот: куюма, согуу же прокат колдонсо болот. Кагаз үстүндө тетик ошол эле бойдон калат, ал эми цехте дээрлик баары өзгөрөт. Припуск башкача эсептелет, базалоо да башкача уюшулат, цикл убактысы өсүшү же азайышы мүмкүн, инструментке түшкөн жүк да өзгөрөт.
Даярканы тандоо тууралуу чечим көп учурда кеч кабыл алынат. Адегенде килограммынын баасына карашат да, кийин арзан көрүнгөн даярка механикалык иштетүүнү кымбаттатып жиберет экенин түшүнүшөт. Эгер ар бир тетиктен кошумча 2-3 мм алып салууга туура келсе, станок узагыраак иштейт, инструмент бат эскирет, стружка да көбөйөт. Серияда бул майда нерсе эмес. Бир тетикке кеткен беш кошумча мүнөт партия боюнча ондогон саатка айланышы мүмкүн.
Дагы бир маселе бар — даярканын өлчөмүнүн туруктуулугу. Сырткы диаметр, узундук же калыңдык бир тетиктен экинчисине өзгөрүп турса, партиянын жүрүшү тең эмес болот. Биринчи тетикте режим туура көрүнөт, бешинчисинде припуск башкача чыгат, онунчусунда инструментти оңдоп же өлчөөнү көбөйтүүгө туура келет. Сериялык өндүрүш кайталанууну жакшы көрөт. Даярка “оюн көрсө”, жөнөкөй тетикте да механикалык иштетүү маршруту бузулуп баштайт.
Тандоодогу ката биринчи операция менен эле бүтпөйт. Ал базалоого, кулачок менен оснастканы тандоого, черновой өтмөктөргө, операция аралык көзөмөлгө, атүгүл акыркы өлчөм үчүн жетиштүү катуулук болобу дегенге чейин таасир этет. Эгер даярка ыңгайсыз болсо, техпроцессти тетиктин өзүнө эмес, анын алсыз жерлерине ылайык кура бересиң.
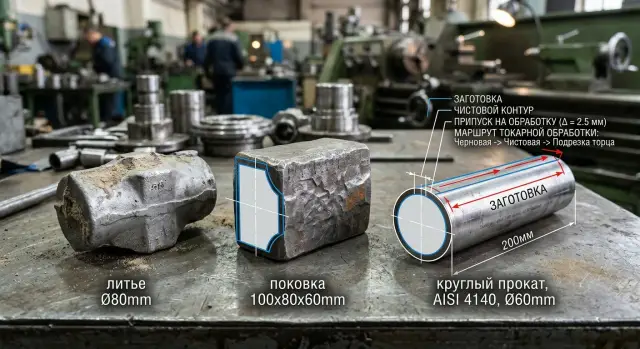
Бул фланецтүү жөнөкөй втулкада жакшы көрүнөт. Прокаттан аны узак даярдыксыз эле жасоого болот, бирок припуск көп болуп кетет. Согулгандан металл тетиктин формасына жакыныраак келет, бирок өлчөмдүн таралышын эске алуу керек. Куюма андан да жакын контур бере алат, бирок анда даярканын өз сапатына талап жогорулайт. Чийме бирөө, бирок цикл убактысы, инструмент чыгымы жана бүт партиянын жүрүм-туруму ар башка.
Даярканы тандоо — долбоордун башындагы формалдуулук эмес. Бул биринчи орнотуудан акыркы өлчөөгө чейин бүт маршрутту аныктаган чекит.
Үч варианттын айырмасы эмнеде
Куюма, согуу жана прокат бир эле тетик үчүн ар башка баштапкы чекит берет. Чиймедеги акыркы өлчөм бир болгону менен, цехтеги иш башкача жүрөт: сыйрылчу көлөм, операциялардын тартиби, ал тургай базалар да өзгөрөт.
Куюма адатта даяр тетиктин формасына жакын болот. Бул фланец, чыгындылар, көңдөйлөр же калыңдыгы кескин өзгөргөн жерлер болгондо ыңгайлуу. Металл аз кетет, бирок куюма даяркада дубалдын калыңдыгы, тегиздиктер жана жергиликтүү припусктар көбүнчө ар башка болот. Ошондон улам станокто катмарды бир калыпта эмес алып, базаны узагыраак “чыгарууга” туура келет.
Согулган даярканы көбүнчө жүк менен иштеген тетиктерге алышат: валдарга, ступицаларга, рычагдарга, чоң втулкаларга. Анын металл түзүлүшү тыгыз, мындай даярка сокку жана өзгөрмө жүктөмдү жакшы көтөрөт. Формасы куюмага караганда одонораак, бирок күчтүү түйүндөр үчүн бул көп учурда акылга сыярлык тандоо. Бирок согуудан кийин да геометриянын оошу, облой жана өлчөмдүн таралышы болот — мунун баарын иштетүүдө эске алуу керек.
Прокатты сатып алуу да, ишке киргизүү да жеңилирээк. Тегерек, жалпак же башка жөнөкөй тетиктер үчүн бул көп учурда эң түз жол. Круг, алты кырлуу профиль же плита, негизги форманы токардык же фрезердик иштетүү менен алууга мүмкүн болгондо жакшы иштейт. Бирок тетик татаал болсо, прокаттан өтө көп ашык металлды кыркып салууга туура келет, бул болсо цикл убактысына түздөн-түз сокку урат.
Жөнөкөй айтканда, прокатты жеткиликтүүлүгү жана ылдам башталышы үчүн тандайт, куюманы — тетиктин формасына жакындыгы үчүн, согууну — жүк астында иштей турганы үчүн. Калганын өлчөмдөр, допусктар жана ар бир тетикке канча убакыт коротууга даяр экениңиз чечет.
Припуск убакытка жана калдыка кандай таасир берет
Припуск чиймеде гана майда нерседей көрүнөт. Серияда ал бат эле станок убактысына жана килограмм стружкага айланат. Эгер даярка металл запасы менен көп келсе, операторго кошумча черновой өтмөктөр керек болот, ал эми ар бир өтмөк циклди узартат.
Токардык операцияда бул дароо байкалат. Бир ишенимдүү сыйрылуу ордуна тетик эки же үч черновой кесүүдөн өтөт, андан кийин дагы бир финалдык өтмөк кошулат. Станок узагыраак бошобойт, резец көбүрөөк ысып, партия жайыраак чыгат. 500 же 1000 даана серияда айырма мүнөт менен эмес, саат менен эсептелет.
Материал да кыйла бат кетет. Сырткы диаметрди, учту же буртту чоң запас менен кыркканда металл түз эле стружкага айланат. Прокатта бул кадимки көрүнүш: форма жагынан түшүнүктүү, мөөнөт жагынан жеткиликтүү, бирок ашык металлды дээрлик ар бир тетиктен алып салууга туура келет. Куюма жана согуу кээде даяр тетикке жакыныраак контур берет, ошондуктан калдык азаят.
Өтө кичине припуск да көйгөй жаратат. Кагазда цикл кыска көрүнөт, бирок иш жүзүндө резец куюмадагы кабыкты, согуудан кийинки кычкыл катмарды же жергиликтүү овалдуулукту ар дайым эле алып кете албайт. Натыйжада бетте дефекттер калат, ал эми өлчөмдү коопсуз түрдө бүтүрүүгө мүмкүн болбой, брак коркунучу пайда болот.
Жакшы припускты “жөн эле болсун” деп алышпайт. Аны даярканын реалдуу жүрүмүнө ылайык эсептешет: өлчөмдүн таралышы, ийилип-коюлушу, бет катмарындагы катуулук, базалоонун тактыгы. Эгер партия туруктуу болбосо, технолог көбүнчө коопсуздук үчүн кошумча металл калтырат. Бул түшүнүктүү, бирок кымбат.
Алдын ала эки нерсени эсептөө пайдалуу: бир кошумча өтмөк канча секунд кошот жана бүт партия боюнча канча килограмм металл стружкага кетет. Ушундай эсептен кийин куюма, согуу жана прокаттын ичинен тандоо кыйла ачык көрүнөт.
Өлчөм кайсы жерде туруктуураак жүрөт
Серия үчүн тынч даярка — бул өлчөмү партиядан партияга жана тетиктен тетикке аз өзгөргөн даярка. Анда наладчик нөлдү азыраак жылдырат, оператор ашыкча припускты азыраак издеп калат, программа да оңдоосуз узагыраак иштейт.
Куюмада өлчөм көбүнчө бир калыпта жүрбөйт. Айрыкча дубал калыңдыгында, тегиздиктерде жана металл бирдей эмес муздаган жерлерде бул жакшы байкалат. Бир тетикте припуск ыңгайлуу болсо, экинчисинде таза өлчөмгө чыгыш үчүн кыйла көп металл алып салууга туура келет.
Согулган даярка жалпы форма жагынан көбүнчө туруктуураак. Металл түзүлүшү тыгыз, сырткы контуру куюмага караганда бир калыпта кайталанат. Бирок анын да өз өзгөчөлүгү бар: запастар, штамптан кийинки өткөөлдөр жана облой так өлчөмдү дароо алууга жол бербейт, ошондуктан маршруттун бир бөлүгү баары бир ашык металлдын айланасында куралат.
Прокатта көрүнүш башкача. Алгач эң жөнөкөй варианттай сезилет: таяк же түтүк алып, ишке киргизесиң. Иш жүзүндө диаметр, түз сызык жана овалдуулук менен көйгөйлөр чыгышы мүмкүн. Эгер таяк бир аз ийри болсо, кысуу да мурдагыдай тегиз иштебейт, ал эми биение операциянын аягына чейин кошо жүрөт.
Сериялык иштетүүдө бул айырма абдан байкалат. Мисалы, цех тегерек прокаттан втулкалардын партиясын токуп жатат дейли. Бир даярканын сырткы диаметри номиналга жакын, экинчисинде овалдуулук бар, үчүнчүсүндө жеңил бүгүлүү бар. Программа бирдей, бирок металлды сыйрылуу көлөмү ар башка. Ошондон улам цикл убактысы өзгөрөт, финалдык өтмөк туруксуз иштейт, чыгыштагы өлчөм болсо бирде жогорку, бирде төмөнкү допуск чегине ооп кетет.
Даярка туруктуураак болсо, бүт маршрутту ритмде кармоо жеңил. Базалоо кайталанат, припуск алдын ала түшүнүктүү болот, көзөмөлдө күтүүсүз жагдайлар азаят. Серия үчүн бул көп учурда бир даана даярканын баасынан маанилүүрөөк.
Даярка иштетүү маршруту кандайча өзгөрөт
Даярка алмашса, иштетүү маршруту да көбүнчө мурдагы бойдон калбайт. Бир эле чийме операциялардын тартибин, орнотуулардын санын жана базалоо ыкмасын өзгөртүп жибериши мүмкүн.
Куюма дээрлик дайыма даярдык этабын талап кылат. Куюмадагы кабык так базалоого тоскоол болот, ошондуктан адегенде кийин таза база боло турган жерден сырткы катмарды алып салышат. Кээде бул үчүн өзүнчө черновой өтмөк же негизги циклден тышкаркы кыска даярдоо операциясы кошулат. Бул этапты өткөрүп жиберсеңиз, өлчөм биринчи эле орнотууда жылып кетиши мүмкүн.
Согулган даяркада башка жагдай. Анын түзүлүшү жакшы болсо да, штамптан же согуудан кийинки формасы дайыма эле түз болбойт. Оператор көп учурда даярканы түздөп, кыйшайууну жок кылып, байкаларлык черновой припускти алып, анан гана так өлчөмдөргө өтөт. Ошондуктан маршрут көп учурда узарат: адегенде черновой турукташтыруу, анан жарым-жартылай бүтүрүү, кийин финалдык иштетүү.
Прокат эң жеңил патронго батат, эгер тетиктин формасы татаал эмес болсо. Вал, втулка же баскычтуу тетик үчүн тегерек таяк көбүнчө эң кыска жолду берет: даярканы кесип алдың, кыстың, негизди иштеттиң да өлчөмдөр боюнча кеттиң. Бирок бул геометрия таяктын формасына жакын болгондо гана иштейт. Эгер тетик татаал болсо, прокат бат эле ашык сыйрылууга жана узак иштетүүгө айланат.
Адатта төрт нерсе өзгөрөт: биринчи база, черновой иштетүүнүн көлөмү, кайра орнотуулардын саны жана токардык менен фрезердик өткөөлдөрдүн тартиби. Ошондуктан кирүүдө арзан көрүнгөн материал чыгууда арзан тетик бербеши мүмкүн. Даярка арзаныраак турса да, дагы бир орнотууну, узак черновой циклди жана түздөп алгандан кийинки өзүнчө көзөмөлдү кошуп коёт.
Практикада бул бат эле көрүнөт. Жөнөкөй тетик прокаттан эки орнотууга батса, ошол эле тетик куюмадан адегенде кабыкты алып, анан базаны түзүп, кийин даярканы оодарып, соосносту кайра кармоого мажбур кылышы мүмкүн. Даярканын баасында айырма бар, бирок кошумча өтмөк ал үнөмдөөнү оңой эле жеп коёт.
ЧПУ токардык станоктордо мындай таасир серияда өзгөчө ачык көрүнөт. Даярка канчалык түз жана алдын ала болжолдонгон болсо, цикл ошончолук кыска жана наладка ошончолук тынч болот. Ошондуктан маршрутту даярканы тандагандан кийин эмес, аны менен кошо эсептөө керек.
Вариантты этап-этабы менен кантип тандоо керек
Даярканы килограммынын баасы менен эмес, тетик бүт механикалык иштетүү маршрутунан кандай өтөрү менен тандоо жакшы. Арзан көрүнгөн даярка станок ашык металлды узак алып салса, же өлчөм тетиктен тетикке ооп турса, оңой эле кымбатка айланат.
Адегенде катуу допусктуу беттерди жана өлчөм посадкага, соосностко же биениеге таасир берген зоналарды белгилеңиз. Адатта бул подшипник үчүн тешиктер, базалык учтар, посадка үчүн сырткы диаметрлер жана кийин контролду куруучу тегиздиктер болот. Эгер мындай зоналар тетиктин эки тарабында болсо, биринчи орнотуу үчүн кайсы даярка түшүнүктүүрөөк база берерин дароо караңыз.
Андан кийин припускты орточо эмес, ар бир база жана ар бир маанилүү диаметр боюнча эсептеңиз. Куюмада ал көбүнчө эң бир калыпта эмес болот. Согууда форма тетикке жакын, бирок таралуу штампка жана режимге жараша өзгөрөт. Прокатта геометрия жөнөкөй, бирок айрым зоналардан, өзгөчө тетик тегерек эмес болсо же фланеци бар болсо, кыйла көп металл алып салууга туура келет.
Кийин жеткирүүчүдө чын эле кайсы өлчөмдөр бар экенин текшериңиз. Кагазда идеалга жакын даярканы тандасаңыз болот, бирок сатып алууда көбүнчө жанаша типоразмерлер гана болот. Диаметр же калыңдык боюнча бир кадам кошулса эле цикл, инструмент чыгымы жана стружканын көлөмү өзгөрөт.
Андан соң бир тетик үчүн чийки маршрутту тез жыйнап көрүңүз: биринчи орнотуу кандай болот, черновой иштетүү кайсы жерде жүрөт, кайсы беттерде финалдык өтмөктөр калат, тетикти оодарып иштетүү керекпи жана акыркы көзөмөл кандай уюшулат. Эгер мындай маршрут баштан эле узун көрүнсө, кошумча орнотуулар болсо же кысуу ыңгайсыз болсо, даярка начар тандалган болушу мүмкүн.
Андан кийин үч көрсөткүчтү бир таблицага жыйнаңыз: бир тетикке кетчү цикл, калдыктын көлөмү жана брак коркунучу. Коркунучту жөнөкөй баалоого болот: кайсы жерде короблениеден, базанын жылышынан, раковинадан, кычкыл кабыктан же бир өтмөктө өтө чоң сыйрылуудан улам допусктан чыгып кетүү ыктымалы жогору.
Акыркы кадам көп учурда эң көп акча үнөмдөйт. Сыноо партиясын алып, аны чыныгы маршруттан өткөрүңүз. Алгачкы 10-20 тетикте эле кайсы даярка өлчөмдү тынчыраак кармаары, оператор кайсы жерде кошумча мүнөттөрдү жоготоору жана серия үчүн кайсы вариант алдын ала божомолдуу натыйжа берээри көрүнүп калат.
Фланецтүү сериялык втулкадагы мисал
Жөнөкөй жана түшүнүктүү бир деталды алалы: бурту бар, тешиги аркылуу өтүүчү жана сырткы диаметри бар втулка. Анын корпусу, таяныч бурту жана соосносту сакташы керек болгон посадка беттери бар. Ушундай тетикте куюма, согуу жана прокаттын айырмасы серия ишке кире электе эле билинет.
Эгер партия кичине болсо, прокат көбүнчө эң тез башталыш берет. Тегерек таякты оңой сатып алып, өлчөмүнө кесип, дароо ЧПУ токардык станокко жөнөтүүгө болот. Сыноо сериясы үчүн бул ыңгайлуу: маршрут кыска, оснастка жөнөкөй, даярка жеткирүү мөөнөтү да ишке киргизүүнү көп токтотпойт.
Бирок прокаттын ачык минусу бар. Эгер бурт корпуска караганда кыйла чоң болсо, станок көп ашык металлды алып салат. Чоң фланецтүү втулка үчүн бул көбүрөөк черновой токардык иштетүү, көбүрөөк стружка жана ар бир тетикке узагыраак цикл дегенди билдирет. Бир нече жүз дааналык партияда убакыттагы айырма дароо сезилет.
Мындай учурда куюма көбүнчө жакшыраак көрүнөт. Даярка тетиктин формасына жакыныраак болгондуктан, иштетүү үчүн припуск азаят, айрыкча бурт менен сырткы диаметр боюнча. Маршрут өзгөрөт: металлды узак сыйрып отурбай, оператор базалык беттерге жана финалдык өтмөктөргө бат чыгат. Бирок куюма даярка дайыма эле өлчөмү боюнча бир калыпта жүрө бербейт. Эгер партияда таралуу байкаларлык болсо, черновой өтмөктү кеңейтүүгө, тез-тез өлчөөгө, кээде кошумча операция кошууга туура келет.
Согуу бул жерде башка артыкчылыкты берет. Эгер втулка жогорку же өзгөрмө жүктөмдө иштесе, металл түзүлүшү боюнча коопсуз запасты камсыз кылат. Жооптуу тетик үчүн бул кээде даярканын эң төмөн баасынан да маанилүүрөөк. Сыйрылчу көлөм боюнча согуу көбүнчө прокат менен куюманын ортосунда болот: таяктан азыраак металл кетет, бирок жакшы куюмадан көбүрөөк.
Ушундай втулка үчүн чечим көбүнчө жөнөкөй көрүнөт. Кичи серия жана тез башталыш үчүн көп учурда прокат туура келет. Эгер тетиктин бурту чоң болуп, ашык сыйрылуу өтө көп болсо, куюма тарапты караган оң. Эгер түйүн жүктөмдүү болуп, бекемдик маанилүү болсо, көбүнчө согуу утат. Ал эми соосность жана диаметр боюнча катуу допуск болсо, партиядан партияга өлчөмү эң туруктуу вариантты тандоо керек.
Практикада катуу допуск килограммынын баасынан көбүрөөк чечет. Өлчөмү “оюн көрсө” болгон арзан даярка үнөмдү бат жеп коёт: цикл убактысы өсөт, көзөмөл көбөйөт жана брак коркунучу жогорулайт.
Кайсы жерде көбүрөөк жаңылышат
Эң көп ката жөнөкөй: килограммынын баасын гана эсептешет. Кагазда прокат көп учурда куюма же согууга караганда арзан көрүнөт. Бирок серия үчүн бул алсыз көрсөткүч. Эгер тегерек таяктан кийин чоң көлөмдө металл алып салууга туура келсе, арзан даярка бат эле арзан болбой калат.
Экинчи ката станок убактысы менен байланыштуу. Көптөр металлды эсептеп, черновой иштетүүнүн минуталарын унутуп коюшат. Дал ошол жерде көп учурда өздүк нарктын олуттуу бөлүгү кетет. Чоң припускта кесүү убактысы гана эмес, пластинкалардын чыгымы, шпиндельге жүк, стружканын көлөмү жана ашык металлды алып салгандан кийинки өлчөмдүн жылыш коркунучу да өсөт.
Куюмада көп учурда башка себептен жаңылышат. Формасы татаал, анткени даярга жакын деп даярканы алышат, бирок биринчи орнотуу үчүн ыңгайлуу база бар-жогун текшеришпейт. Натыйжада тетикти ишенимсиз кысып, биение кармоого, кошумча өтмөктөрдү жасоого же убактылуу беттерди кошууга туура келет. Серия мындан тезирээк болуп калбайт.
Прокатта ката көбүнчө одоно болот. Аны көлөмдүн жарымы стружкага айлана турган жерге коюшат. Жөнөкөй втулка үчүн муну дагы көтөрсө болот. Бирок диаметрлеринин айырмасы чоң, фланеци бар, чөнтөктөрү же оюктары бар тетикте мындай ыкма өздүк наркты кыйла көтөрүп жиберет.
Дагы бир жаңылыштык бар, ал дароо билинбейт. Биринчи партия келди, бир нече тетик иштетилди, баары жакшыдай көрүнөт да, долбоорду улантып жиберишет. Бирок кайталануу толук текшерилген эмес. Бир жумадан кийин даяркадан даяркага өлчөмдөр ойной баштаганы, припусктын өзгөрүп жатканы, ал эми биринчи эки тетикте иштеген режимдер кийин мурдагыдай натыйжа бербей калганы аныкталат.
Серияны баштаар алдында беш нерсени текшерүү пайдалуу: килограммынын баасын гана эмес, даяр тетиктин өз баасын; бир цикл үчүн черновой иштетүүгө кеткен мүнөттөрдү; биринчи орнотууда базалоонун ыңгайлуулугун; стружкага кетчү металлдын үлүшүн; жок дегенде биринчи партиядагы өлчөм кайталанмалуулугун. Бул жердеги ката сейрек эле катуу угулат. Көбүнчө ал циклге кошулган 6-8 кошумча мүнөттө, эки кошумча өтмөктө жана смена ичинде өлчөмдү улам тууралоодо жашынып калат.
Ишке киргизүүнүн алдындагы кыска текшерүү
Чечим буга чейин кабыл алынган күндө да, бүт партияны дароо ишке берүүгө шашпоо керек. Бир нече мүнөттүк текшерүү көп учурда бүтүндөй сменаны, инструментти жана тапшыруу мөөнөтүн үнөмдөйт.
Адегенде финалга кетчү бардык беттер боюнча припускты текшериңиз. Эгер бир тилкеде металл жетпей турса, тетик өлчөмгө чыкпайт. Эгер припуск өтө чоң болсо, станок ашык черновой сыйрылууга убакыт коротот.
Андан кийин базалоону кайра караңыз. Даярка оснасткага тетиктен тетикке бирдей кириши керек. Биринчи тетик жакшы болсо, кийинкисинде эле биение чыкса, себеби көбүнчө программада эмес, базада болот.
Черновой иштетүүнү ашыкча оптимизмсиз өзүнчө баалаңыз. Шпиндель, патрон, инструмент жана станоктун кубаттуулугу биринчи катмарды тынч алып салышы керек. Бул өзгөчө согулган даярка катуу кабык менен келсе же куюма форма боюнча байкаларлык таралууну берсе маанилүү.
Андан соң биринчи тетик үчүн жөнөкөй көзөмөлдү даярдаңыз. Оператор черновойдон кийин эмнени өлчөөрүн, ал эми финалдан кийин эмнени текшерээрин дароо түшүнүшү керек. Өлчөмдөр жана допусктар жазылган бир түшүнүктүү баракча көбүнчө оозеки түшүндүрмөгө караганда пайдалуураак.
Дагы бир практикалык жагы: даярканы алмаштырууну алдын ала сынап көрүңүз. Өлчөмү жакын көрүнгөн вариант да кысууну, кулачокторду, инструменттин чыгышын жана бүт механикалык иштетүү маршрутун өзгөртүп жибериши мүмкүн.
Эгер ушул пункттардын баары дал келсе, серия адатта тегиз жүрөт. Эгер алардын бири да күмөн жаратса, башында бир аз кечигип, процессти оңдоп алуу жакшы, кийин оснастканы кайра жасоого же партияны эсептен чыгарууга караганда.
Андан ары эмне кылуу керек
Сериялык тетик үчүн куюма, согуу же прокат тандаганда ката көбүнчө өтө тар эсептөөнүөн башталат. Жөн эле даярканын баасын кароо жетишсиз. Серия үчүн бир эле чийме боюнча үч варианттуу эсептөөнү дароо суранган туура.
Мындай ыкма припуск, цикл убактысы, калдыктар жана брак коркунучу боюнча айырманы бат көрсөтөт. Кээде прокат кирүүдө арзаныраак көрүнөт, бирок кийин кошумча өтмөктөргө сааттарды жутуп алат. Согуу же куюма даярка катары кымбатыраак болушу мүмкүн, бирок даяр тетиктин баасын төмөндөтөт.
Салыштырууну бир таблицага чогултуу жакшы: даярканын баасы, даяр тетиктин баасы, бир даанага кеткен иштетүү убактысы, күтүлгөн калдык жана болжолдуу брак коркунучу. Андан кийин гана механикалык иштетүү маршрутуна көңүл буруу керек. Эгер даярка өлчөмү боюнча туруксуз болсо, технолог дээрлик дайыма кошумча черновой өтмөктөрдү, аралык көзөмөлдү, кээде дагы бир орнотууну кошот. Бул убакытка эле эмес, жабдууну тандоого да таасир берет.
Тандалган маршрутка ылайык, ашыкча запассыз жана катуулук боюнча тобокелсиз кайсы токардык ЧПУ станок туура келерин текшерүү керек. Бир тетик үчүн жөнөкөй токардык иштетүү эле жетет. Башкасына айланма инструмент, катуураак бекитүү же даярканы берүүнүн башка схемасы керек болот.
Эгер серия Казакстанда же КМШнын башка өлкөлөрүндө ишке кирсе, даярка менен жабдууну бирге караган ыңгайлуу. EAST CNC, Казакстандагы Taizhou Eastern CNC Technology Co., Ltd. компаниясынын расмий өкүлү, токардык ЧПУ станокторун, иштетүү борборлорун жана автоматтык линияларды сунуштайт, ошондой эле тандоо, ишке даярдоо жана сервис боюнча жардам берет. Мындай байланышта абстракттуу схема эмес, конкреттүү тетик жана серия көлөмү үчүн реалдуу маршрутту эсептөө жеңилирээк.
Иштин практикалык тартиби жөнөкөй: чийме, материал, серия көлөмү жана допусктарды жөнөтүңүз; куюма, согуу жана прокат боюнча эсептөөнү сураңыз; даярканын эле эмес, даяр тетиктин баасын салыштырыңыз; анан тандалган маршрут үчүн кайсы станок керек экенин текшериңиз. Мындай салыштыруунун жакшы жыйынтыгы дароо көрүнөт: сиз металлдын бир кесиминин эмес, серияда туруктуу чыккан тетиктин баасын түшүнөсүз.