Ремень мененби же түз айдоо шпиндели: тапшырмага жараша кантип тандоо керек
Ремень мененби же түз шпиндель айдообу — ылдамдыкка, тартууга, ызы-чууга жана оңдоого таасир этет. Айырмасын жөнөкөй тил менен түшүндүрүп, тандоонун ыкчам чек-листин беребиз.
Эмне үчүн айдоонун түрү натыйжага таасир этет
Паспорттогу бирдей кубат цехтеги бирдей иш дегенди билдирбейт. Эки станок мүнөздөмөсү боюнча окшош болушу мүмкүн, бирок кесүүдө таптакыр башкача жүрүшөт. Мунун себеби көп учурда шпиндель айланууну кантип алат жана бүт түйүн чыныгы сменада жүктү кантип көтөргөнүндө болот.
Ремень менен түз айдоонун ортосунда тандоодо адатта баага жана эң жогорку ылдамдыкка карашат. Бул жетишсиз. Андан да маанилүүсү — шпиндель канча бат ылдамдык алат, жүк астында ылдамдыкты сактайбы, канчалык ызы-чуу менен иштейт жана узак сменаны ысып кетпей кантип көтөрөт.
Жука деталдарда айырма дароо билинет. Эгер даярдоо узун, жука дубалдуу же таза иштетүүнү талап кылса, ашыкча титирөө тез эле көрүнөт: бетте толкун чыгат, өлчөм өзгөрүп баштайт, оператор берүүнү азайтып, убакыт жоготот. Ызы-чуу да көптү айтып турат. Көбүнчө ал кийин деталда көрүнгөн термелүү менен коштолот.
Оор жыйноодо башка нерсе маанилүүрөөк: төмөн жана орто ылдамдыктагы тартуу, шпиндель түйүнүнүн ысышы жана жүк боюнча запасы. Эгер станок көбүнчө оор кесүүдө иштесе, алсыз жери бат көрүнөт. Ылдамдык төмөндөйт, инструмент бат эскирет, цикл партиядан партияга узарат.
Айдоону туура эмес тандоо көбүнчө техникалык маселе бойдон калбайт. Анын артынан брак, токтоп калуу, инструментке жана кайра иштетүүгө кошумча чыгымдар келет. Цехте бул жөн эле көрүнөт: станок жаңы, бирок керектүү режимге ар дайым айланып өтүүгө туура келет.
Бир нече түрдүү заказ алган ишканалар үчүн мындай жаңылыштык өзгөчө кымбатка турат. Бүгүн кичинекей деталдын тынч жана таза иштетилиши керек, эртең башка партияда чоң жыйноо керек. Эгер айдоо негизги ишке ылайык келбесе, компромисти күн сайын издөөгө туура келет.
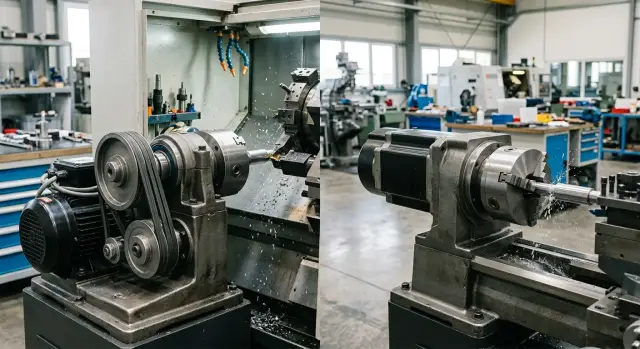
Ремень менен айдоо кандай түзүлгөн
Бул схемада мотор шпиндельге түз туташкан эмес. Ал шкивди айландырат, ремень моментти экинчи шкивге өткөрөт, андан кийин гана ал шпиндельди айландырат. Бул конструкция эски, түшүнүктүү жана бүгүнкү күндө да кеңири таралган, айрыкча тейлөөнү жөнөкөй кылуу маанилүү болгон жерлерде.
Ремень менен айдоонун практикалык артыкчылыгы бар: моторду кесүү зонасынан бир аз четке чыгарса болот. Ошонун аркасында жылуулук жана термелүүнүн бир бөлүгү шпиндельге түз өтпөйт. Кадимки токардык иште бул көп учурда ыңгайлуу: түйүн механик үчүн каприз эмес жана түшүнүктүүрөөк болот.
Дагы бир жагы бар. Резец металлга кескин киргенде же катуураак жерге туш келгенде, ремень кээде соккуну бир аз жумшартат. Бул туура эмес кесүү режиминен сактабайт, бирок катуу импульстун бир бөлүгүн алып салышы мүмкүн.
Жогорку ылдамдыкта мындай схеманын кемчиликтери билине баштайт. Ремень ысыт, ызы-чуу көбөйөт, кубаттын бир бөлүгү өткөрүүгө кетет. Эгер станок узак убакыт бою жогорку диапазондо иштесе, бул өзгөчө сезилет: үн катуураак болуп, түйүндүн жүрүшү анчейин жыйнактуу болбой калат.
Тейлөө адатта татаал эмес. Көбүнчө жөнөкөй нерселер каралат: тартылуу бошободу беле, жарака же эскириш барбы, ылдамдатууда ышкырык чыкпадыбы, шкивдер менен капкак ысып жатабы. Көпчүлүк учурларда ременьди алмаштыруу кыйла жөнөкөй жана арзан, түз айдоодогу татаал шпиндель түйүнүн оңдоого караганда.
Ошондуктан станок кадимки режимде иштеген жана ишке тез кайтуу маанилүү болгон цех үчүн ремень менен айдоо көбүнчө тынч жана туура тандоо болуп калат.
Түз айдоо кандай түзүлгөн
Түз айдоодо мотор шпиндель менен түз байланышат. Арасында ремень, шкив жана аралык өткөрүү жок. Ошондуктан шпиндель моментти дээрлик жоготуусуз алат жана программа берген буйрукка тезирээк жооп берет.
Бул ылдамдык көп өзгөргөн жерде айкын көрүнөт. Эгер станок кыска серияларды иштетип, кайра-кайра ылдамдап, жайлап, керектүү ылдамдыкка кайра чыкса, түз айдоо ар бир циклде убакыт үнөмдөйт. Бир өтүүдө айырма чоң эмес, бирок бүт смена ичинде топтолот.
Дагы бир артыкчылыгы — ылдамдыктын туруктуулугу. Станокко берилген маанини кармоо оңойураак, айрыкча таза иштетүүдө жана жогорку ылдамдык зоналарында. Эгер шпиндель түйүнү так чогултулуп, жакшы муздатылса, деталдын бети көбүнчө тегизирээк чыгат.
Бирок мында алсыз жер да бар. Мотордон чыккан жылуулук шпиндельге жакын болот. Эгер өндүрүүчү муздатууда, тең салмактоодо, подшипниктерде же жыйноодо үнөмдөсө, ката тезирээк көбөйөт. Схеманын өзү жакшы, бирок ал аткаруунун сапатына көбүрөөк көз каранды.
Оор кесүүдө түз айдоо да ишенимдүү иштей алат, бирок станокто момент жана катуулук боюнча запас болсо гана. Ременьдин жоктугу эле станокту күчтүү кылбайт. Айдоонун түрүнө эмес, бүт түйүнгө караш керек.
Бул схемада сервис адатта татаалыраак болот. Ремень менен вариантта көп учурда керектелүүчү тетиктерди алмаштырып, станокту тезирээк кайра ишке беришет. Түз айдоодо оңдоо моторго, датчиктерге, муздатууга жана подшипниктерге тиеши мүмкүн. Ошондуктан салыштырганда паспорттогу ылдамдыкты эле эмес, шпиндельди ким жана кантип тейлей турганын да караш керек.
Жогорку ылдамдыкта эмне байкалат
Каталогдогу сан шпиндель узак убакыт ылдамдап, ызы-чуу чыгарып, иштегенден бир саат өткөндө эле ысып кетсе, маанисин бат жоготот. Таза иштетүү үчүн бул көп учурда ылдамдыктын чегинен да маанилүүрөөк. Станок 4000 же 6000 айлануу/минут деп убада кылышы мүмкүн, бирок режимге байкаларлык кечигүү менен чыкса, цикл узарат.
Жогору чекти эмес, күн сайын чындап иштеген диапазонуңузду кароо керек. Эгер деталдар 2500-3500 айлануу/минутта кетсе, дал ошол жерде станоктун жүрүмүн баалоо керек, жүксүз кыска ылдамдатууда эмес.
Текшерүү жөнөкөй: цех чыныгы иштеген кадимки оснастканы коюп, станокту бир аз узагыраак иштетүү керек. Патронсуз, оправкасыз же инструментыз бош тест өтө аз нерсе көрсөтөт.
Текшерүүдө төмөнкү нерселерге көңүл буруңуз:
- иштөө режимине чейин ылдамдатууга канча убакыт кетет;
- узак сериядан кийин ызы-чуу өзгөрөбү;
- шпиндель зонасында температура өсөбү;
- орто жумушчу диапазондо титирөө пайда болобу.
Бул нерселер жука деталдарда бат билинет. Узун втулканы таза иштетүүдө ашыкча титирөө бетте майда толкун берет, бирок инструмент жаңы жана режим туура болсо да. Кагаз жүзүндө станок ылайыктуу көрүнөт, бирок иш жүзүндө кийин кошумча өтмөк менен гана жоголчу из калтырат.
Узак сменада туруктуулук да маанилүү. Алгачкы 10 мүнөт станок таза кесиши мүмкүн, бирок бир сааттан кийин үнү өзгөрүп, корпусу катуураак ысып, өлчөм өзгөрө баштайт. Ошондуктан кыска демонстрацияны эмес, чыныгы деталда бир топ убакыт иштөөсүн суранган пайдалуу.
Эгер мындай текшерүүдөн кийин станок үнүн бир калыпта кармап, тынч ысып, бетти таза чыгарса, анын жогорку ылдамдыгы каталог үчүн эле эмес, цех үчүн да мааниге ээ.
Оор кесүүдө эмнеге көңүл буруу керек
Оор жыйноодо металл станокту паспорттогу сан менен эмес, төмөн ылдамдыктагы чыныгы момент менен жүктөйт. Ошондуктан айдоо түрү боюнча талаш көбүнчө максималдуу кубат менен эмес, чоң берилиш жана катуу даярдоо болгондо шпиндель кесүүнү кантип кармай турганы менен чечилет.
Ремень менен айдоонун түшүнүктүү артыкчылыгы бар: ремень сокку жүктөмүн бир аз жумшарта алат, ал эми берүү катышы кээде төмөндө кыйла ишенимдүү тартуу берет. Орой иштетүүдө бул пайдалуу болушу мүмкүн, айрыкча болоттон же чоюндан көп припуск алынса.
Түз айдоо адатта буйрукка так жооп берет жана мотор менен шпиндельдин ортосунда кубатты азыраак жоготот. Бирок оор кесүүдө бул станок дал ошол ишке эсептелсе гана иштейт: момент, катуулук, муздатуу жана подшипник запасы жетиштүү болушу керек. Болбосо каталогдогу сандар станоктун кесүүдөгү жүрүшүнөн жакшы көрүнөт.
Муну жөнөкөй белгилер менен текшерген жакшы:
- шпиндель резецтин металлга кескин киришин кантип көтөрөт;
- терең берилиште титирөө өсөбү;
- оор өтүүдөн кийин из түз калабы;
- сменанын аягына чейин ошол эле жүктү кармайбы.
Эгер терең өтүүдөн кийин деталда толкун, жыртылган из же өлчөмдүн өзгөрүшү көрүнсө, маселе көбүнчө режимде эмес, түйүн узак жүктү начар көтөргөнүндө болот. Шпиндель ысып, туруктуулугун жоготуп, момент боюнча басаңдайт.
Жакшы мисал — курулуш техникасы үчүн массалуу даярдоону иштетүү. Биринчи деталдарда станок ишенимдүү кесет, бирок бир нече сааттан кийин ызы-чуу күчөп, берүүнү азайтууну талап кылат. Орой иш үчүн бул жаман белги.
Эгер станок так оор кесүү үчүн керек болсо, мотордун кубатын эле сурабаңыз. Моменттин ылдамдык боюнча графиги, узак жүктүн жол берилген чеги жана сиздикине окшош материалдагы өтүүнүн чыныгы мисалы керек.
Сервис менен токтоп калууну кантип баалоо керек
Оңдоонун баасы өндүрүшкө көбүнчө токтоп калуу сыяктуу сокку бербейт. Станок токтоп турганда партия жылат, оператор күтөт, ал эми жеткирүү мөөнөтү жакындап калат. Ошондуктан айдоону тандоодо мүнөздөмөлөрдү эле эмес, кадимки текшерүү жана майда оңдоого канча убакыт кетерин да карашат.
Сатуучуга жөнөкөй суроо берүү пайдалуу: бул түйүндө эң көп эмнени алмаштырышат жана ар бир иш канча саат алат. Жалпы жооп эмес, түшүнүктүү сценарий керек: диагностика, ажыратуу, алмаштыруу, жөндөө жана сыноо иштетүү.
Адатта төрт нерсени тактоо жетиштүү:
- ременьдин тартылышын, шпиндельдин соккусун жана түйүндүн ысышын кантип текшеришет;
- бул текшерүүлөрдү узак ажыратуусуз жасоого болобу;
- керектелүүчү тетиктер канча турат жана канча бат жетет;
- ишти ким аткарат: цех механиги, жеткирүүчүнүн сервиси же сырткы бригада.
Шпиндель түйүнүн тейлөөндө майда нерселер көптү чечет. Эгер ременьге, бекиткичке же текшерүү чекиттерине жетүү кыйын болсо, бир сааттык иш жарым күнгө созулуп кетет. Жүктөлгөн станокто бул дароо сезилет.
Жакшы белги — сервис инженери ишке киргизгенден кийин кайсы жерде соккуну өлчөй турганын жана ысыкты кантип көзөмөлдөөрүн сабырдуу, кадам-кадам менен түшүндүрсө. Мындай сервис менен кийин иштөө жеңилирээк. Эгер EAST CNC жабдууларын карап жатсаңыз, комплектацияны гана эмес, пуск-наладканы, сервистик тейлөөнү жана жеткирүүдөн кийинки иштердин тартибин да алдын ала сүйлөшүү туура болот. Компанияда бул толук циклдин бир бөлүгү, ошондуктан мындай майда-чүйдөсүн сатып алардан мурун тактап алуу жакшы.
Оңдоонун баасын гана эсептебеңиз. Эгер станок бир сменада 200 деталь берсе, узак жеткирилген арзан запчасть да кээде оңдоонун өзүнөн кымбат түшөт. Ошондуктан тейлөөгө жеңил жана тез кайра ишке берилчү түйүн көп учурда станок өзү бир аз кымбатыраак болсо да, пайдалуураак болот.
Өз ишиңизге кантип тандоо керек
Тандоо станоктун паспорту менен эмес, сиздин деталдарыңыз менен башталат. Айдоо түрлөрүн салыштыруунун мааниси цехтин чыныгы жүктөмү боюнча жөнөкөй маалымат чогултулгандан кийин гана пайда болот.
Адегенде көбүнчө эмнени токарлап жатканыңызды жазыңыз: деталдын диаметри, материалы жана партиянын кадимки узундугу. Бир иш — дат баспас болоттон бирден жасалган заказдар. Башка иш — болот 45тен жүздөгөн бирдей валдар.
Андан кийин операцияларды эки топко бөлүңүз. Кээ бир деталдар үчүн таза бет жана туруктуу өлчөм маанилүүрөөк. Башкалары үчүн бир өтүүдө көбүрөөк металл алып, циклде убакыт жоготпоо маанилүү.
Андан соң ылдамдыкты каталогдогу кооз сан менен эмес, сиздин инструментке жараша салыштырыңыз. Эгер алюминийди майда инструмент менен иштетсеңиз, шпинделдин жогорку диапазону чындап пайда берет. Эгер цехте көбүнчө чоң диаметрлер жана болоттун катуу токардык иши болсо, ылдамдыктын чеги өндүрүшкө дээрлик таасир этпеши мүмкүн.
Тез баалоо үчүн адатта төрт суроо жетиштүү:
- Кайсы деталдар станоктун негизги жүгүн түзөт.
- Кайсы жерде таза өтмөктөр көп, кайсы жерде орой жыйноо көбүрөөк.
- Бул деталдар үчүн инструментке кандай ылдамдык жана берилиш керек.
- Ким тейлейт жана канча саат токтоп калууга даярсыз.
Акыркы пункт көп учурда бааланбай калат. Эгер өз механигиңиз жана пландык сервисиңиз болсо, бир айдоо түрү көйгөй жаратпайт. Эгер станок дээрлик токтобой иштеши керек болсо, тейлөө жана оңдоонун ылдамдыгын алдын ала сүйлөшүп алыңыз.
Сатып алардан мурун жалпы демонстрацияны эмес, өзүңүздүн деталь боюнча сүйлөшүүнү сураңыз. Чиймени, материалды, керектүү беттин тазалыгын жана допускты көрсөтүңүз. Ошондо сөз абстракттуу артыкчылыктар жөнүндө эмес, чыныгы цикл, жүк жана сервис жөнүндө болот.
Кадимки цехтен мисал
Бир цехте эки башка участок бар. Биринчисинде дат баспас болоттон жука втулкаларды майда серия менен токарлап чыгышат. Деталь жеңил, дубалы жука, партия түштөн кийин эле өзгөрүшү мүмкүн. Бул жерде операторго шпиндельдин тез ылдамдануусу, жогорку ылдамдыкта тынч иштеши жана майда толкуну жок бет керек.
Мындай тапшырма үчүн түз айдоо көп учурда ыңгайлуураак натыйжа берет. Шпиндель керектүү ылдамдыкка бат чыгат, станок режим өзгөргөндө жандуураак жооп берет, ал эми таза өтмөктө бетти тегиз кармоо оңой болот. Бул айрыкча ашыкча титирөөнү көтөрө албаган узун втулкада байкалат.
Экинчи участокто абал башкача. Ал жерде күн сайын валдардан чоң припуск алышат. Даярдоо оор, резец тереңирээк кирет, смена дээрлик тыныгуусуз өтөт. Бул жерде шпиндельдин максималдуу ылдамдыкты канча бат алышы эмес, жүк астында кантип тартары, ысыкты кантип көтөрөрү жана сервиске канча убакыт кетери каралат.
Мындай режимде ремень менен айдоо көбүнчө ыңгайлуураак болот. Ал сокку жүктөмдөрүн тынчыраак көтөрөт, ал эми тейлөө цех үчүн түшүнүктүүрөөк: ремень, тартылуу, шкивдер. Эгер түйүн көңүл бурууну талап кылса, аны узак токтоп калбай кайра ишке берүү оңой. Валдар күндө токарлануучу участок үчүн бул кээде кошумча ылдамдатуу секунддарынан да маанилүү.
Ошондуктан тандоо маселесин бир жалпы сүйлөм менен чечүүгө болбойт. Биринчи участок ашыкча инерциясы бар айдоону алса, беттин сапатын жана тез-тез ылдамдатуудан убакыт жоготушу мүмкүн. Экинчиси болсо жогорку ылдамдык үчүн гана тандалса, тартуу менен чыдамкайлыктан утулуп калышы ыктымал.
Эгер цехте эки сценарий тең болсо, станокту сменанын көбүн кайсы операция жүктөй турганын чынчыл аныктоо керек. Дал ошого жараша айдоо тандалат. Болбосо компромисс өтө кымбат болуп калат.
Тандоодогу кеңири тараган каталар
Эң көп ката — каталогдо жакшы көрүнгөн сан боюнча станок тандоо. Айдоо темасында бул көбүнчө максималдуу ылдамдык болуп калат. Бирок иште маанилүүсү чокусу эмес, шпиндель күн сайын ашыкча ызы-чуу, ысыш жана тартуу жоготуусуз кескен диапазон.
Эгер деталь 1800-3500 айлануу/минутта иштесе, 12000ге чейинки запас кагаз жүзүндө эле калышы мүмкүн. Анын акчасын дароо төлөшөт, бирок пайдасы кийин болбойт.
Экинчи ката — мотордун кубатына гана кароо. Окшош киловатттагы эки машина төмөн жана орто ылдамдыктагы моментинде айырмаланса, таптакыр башкача кесет. Оор кесүүдө бул абдан бат билинет: бири припускты тынч кармайт, экинчиси басаңдап баштайт.
Үчүнчү ката — сервис тууралуу сүйлөшүүнү кийинге калтыруу. Бул кымбат адат. Шпиндель түйүнүн кантип тейлей турганын, типтүү оңдоо канча турарын, керектелүүчү тетик бар-жогун жана токтоп калуу канча күнгө созуларын алдын ала билүү керек. Станок бир жума токтосо, жоготуу көбүнчө эки варианттын баа айырмасынан жогору чыгат.
Бир кыска демонстрацияга таянып тандауу да начар иштейт. Көргөзмөдө же видеодо станок адатта ыңгайлуу деталду жумшак режимде кесип турат. Чыныгы материал, өз инструментиңиз жана допуск менен сыноо алда канча адилеттүү. Ошондо станок ылдамдыкты кантип кармаары, титирөө бар-жогу жана жүк астында эмне болору дароо көрүнөт.
Сатып алар алдында бир нече нерсени текшерүү пайдалуу:
- станок сменанын көбүндө кайсы ылдамдыкта иштейт;
- сиздин берилиш жана кесүү тереңдиги зонасында жогорку момент керекпи;
- түйүндү бир жылдан кийин ким тейлейт жана бул канча турат;
- жеткирүүчү сиздин детал боюнча иш көрсөтөбү же жалпы демонстрация менен эле чектелеби.
Көбүнчө цех ылдамдык боюнча запасы бар станок алат да, кийин орто диапазондон дээрлик чыкпай калат. Натыйжада акча чыныгы иште пайда бербеген параметрге кетет. Күн сайын сиздин деталдарыңызда туруктуу жыйынтык берген нерсеге төлөгөн жакшы.
Сатып алар алдындагы текшерүү
Заказ берерден мурун кайсы айдоо жалпысынан жакшы деп талашып кереги жок. Мааниге ээ болгону — чыныгы детальдагы сиздин иштөө режимиңиз.
Көп кетирилчү ката жөнөкөй: цех станокту сейрек сценарий үчүн алат, кадимки смена үчүн эмес. Анан станок кагаз жүзүндө көптү жасай алганы менен, күн сайын керектүү жерде иштебей калат.
Сатып алар алдында беш нерсени текшериңиз.
- Шпиндель сменанын көбүндө кайсы ылдамдыкта жашайт. Эгер сизде диапазон дайыма жогору болсо, паспорттогу максимумду эле эмес, узак сериядагы туруктуулукту, ызы-чууну жана ысышты да караңыз.
- Бир өтүүдө канча металл алынат. Эгер иш оор болсо, кооз максималдуу ылдамдык санынан көрө тартуу, катуулук жана жүк астындагы жүрүш маанилүүрөөк.
- Тынч иш керекпи. Кыска партияларда ызы-чууга чыдашат. Узак серияда ал операторду чарчатат жана түйүн туура иштебей баштаганда бөтөн үн угууга тоскоол болот.
- Тейлөөнү ким кылат. Түз эле сураңыз: ким келет, кайсы иштерди жеринде аткарат, запчасть канча күтүү керек жана станок канча күн токтоп турушу мүмкүн.
- Сатып аларга чейин өзүңүздүн детал боюнча ишти талкуулоо мүмкүнчүлүгү барбы. Бул божомолду жок кылуунун эң чынчыл жолу.
Жеткирүүчүгө чиймени гана эмес, тапшырманын өзүн да бериңиз: диаметри, өтүү тереңдиги, допуск, беттин тазалыгы жана сериянын узундугу. Андан кийин сүйлөшүү так мааниге ээ болот.
Эгер сиз станокту сериялык иш үчүн тандасаңыз, текшерүүдө ызы-чууну угуп, үзгүлтүксүз жүктөн кийин температураны караңыз. Эгер жабдууну күч колдонуп иштетүү үчүн алсаңыз, бош жүрүштө эмес, кесүүдө кандай жүрөрүн байкаңыз.
Эгер жеткирүүчү толук цикл менен иштесе, жеткирүүнү гана эмес, пуск-наладканы, жөндөөнү жана сервисти да алдын ала тактап алыңыз. EAST CNC менен бул өзгөчө ылайыктуу: компания станокту тандоо, жеткирүү жана кийинки тейлөө менен алектенет, демек уюштуруучулук маселелерди ишке киргизүүдөн кийин эмес, дароо жаап коюуга болот.
Бардык талкуудан кийин колуңузда жалпы убадалар гана калса, токтоп туруп, өз тапшырмаңыз боюнча так маалымат күткөн жакшы. Станок сатып алуу божомолду жакшы көтөрбөйт.
Андан ары эмне кылуу керек
Каталог боюнча же башкалардын адаты боюнча айдоону тандабаңыз. Мындай суроону өз деталдарыңыз менен чечкен жакшы.
Адегенде цех эң көп жасаган 3-4 типтүү позицияны чогултуп, алар боюнча материалды, диаметрди, кесүү тереңдигин, берүүнү жана керектүү ылдамдыкты жазыңыз. Андан кийин өзүнчө белгилеңиз: кайсы жерде катуу талап бар, кайсы жерде компромисске болот — керектүү допуск, кабыл алынуучу бет тазалыгы жана партиянын көлөмү.
Андан соң эки вариантты бирдей даярдоодо жана жакын режимде гана салыштырыңыз. Санга эле эмес, башка нерселерге да караңыз. Шпиндель жумушчу ылдамдыкта кандай жүргөнүн угуңуз, бир нече деталдан кийин ысышын текшериңиз жана оор жыйноодон кийин өлчөмдү канчалык кармап турганын баалаңыз.
Натыйжаны кыска таблицага түшүрүү пайдалуу:
- бир детальдагы цикл убактысы;
- катарынан бир нече деталдан кийин өлчөмдүн четтөөсү;
- режимди ашыкча оңдошпой туруп беттин сапаты;
- эмнени тейлөө керек жана цех муну канча бат өзү жасай алат.
Дагы бир маанилүү нерсе. Айдоонун түрү маанилүү, бирок баарын жалгыз чечпейт. Патрон, кубат, револьвер баш, муздатуу, пуск-наладка жана сервис натыйжага кем эмес таасир берет. Алсыз жер көп учурда шпиндельде эмес, анын жанында болот.
Эгер сиз аралаш жүктөм үчүн станок тандап жатсаңыз, жеткирүүчү менен машинанын өзүн эле эмес, бүт жумушчу сценарийди да талкуулоо пайдалуу. EAST CNC үчүн мунун түшүнүктүү форматы бар: кеңеш берүү, тандоо, жеткирүү, пуск-наладка жана сервистик тейлөө. Чыныгы деталдардын тизмеси жана так талаптар болсо, ремень менен түз айдоонун ортосундагы тандоо кыйла жеңилдейт.
FAQ
Жалпысынан ремень менен айдоо жакшыбы же түз шпиндель айдообу?
Универсалдуу эң жакшы вариант жок. Түз айдоо көбүнчө таза иштетүүдө, тез-тез ылдамдатуу керек болгондо жана жогорку ылдамдыкта утат, ал эми ремень менен айдоо көбүнчө жөнөкөй сервис жана кадимки режимде туруктуу иш талап кылынган жерде ыңгайлуу. Каталогго эмес, сменанын негизги жүгүн берген деталдарга жараша тандаңыз.
Түз айдоо кайсы учурда чындап акталат?
Ал станок тез-тез ылдамдык алмаштырганда жана таза өтмөктөрдө иштегенде пайдалуу болот. Мындай иштерде шпиндель режимге бат чыгат жана ылдамдыкты бир калыпта кармайт, ошондуктан цикл кыскараак, бети да таза чыгат. Бирок бул жакшы чогултулган жана туура муздатылган түйүндө гана иштейт.
Ремень менен айдоо кайсы иштерде ыңгайлуураак?
Ремень менен айдоо көп учурда кадимки токардык иштерде жана тейлөөсү түшүнүктүү болушу керек болгон оор сменада колдонулат. Ал металлга киргендеги соккуну тынчыраак өткөрөт, ал эми ремень менен шкивди текшерүү жана алмаштыруу жеңилирээк. Цех үчүн бул майда мүчүлүштүктөн улам узак токтоп калуу коркунучу азыраак дегенди билдирет.
Станок жогорку ылдамдыкты начар кармап жатканын кантип түшүнсө болот?
Станокту бош жүрүштө эмес, узак сериядан кийинки жүрүм-турумуна карап баалаңыз. Эгер ызы-чуу күчөсө, шпиндель ысып кетсе, титирөө пайда болсо жана өлчөм өзгөрө баштаса, жогорку диапазон станокто кагаз жүзүндө гана бар. Чыныгы текшерүү сиздин оснастка жана реалдуу деталь менен жүргүзүлөт.
Оор кесүүдө күч маанилүүбү же моментпи?
Орой жыйноодо көбүнчө күчтүн кооз көрсөткүчүнө караганда жумушчу диапазондогу момент маанилүүрөөк. Эгер шпиндель төмөн жана орто ылдамдыкта басаңдап калса, кВт жакшы көрүнгөнү менен станок тартууну начарлайт. Моменттин графигин сураңыз жана сиздикине окшош материалдагы өтүүнү көрүңүз.
Айдоо түрү беттин сапатына таасир этеби?
Ооба, айырма узун жана жука дубалдуу деталдарда бат байкалат. Ашыкча титирөө дароо майда толкунду пайда кылат, туруксуз ылдамдык болсо таза өтүүнү бузат. Түз айдоо көп учурда бетти тегизирээк алууга жардам берет, бирок шпиндель түйүнүндө алсыз жер жок болгондо гана.
Кайсы айдоо сервис жагынан жеңилирээк?
Адатта ремень менен айдоону тейлөө жеңилирээк жана арзаныраак. Анда көбүнчө тартылуу, эскириш жана ысыш текшерилет, ал эми ременьди алмаштыруу түз айдоодогу мотор, датчиктер жана муздатуу бар түйүндү оңдоого караганда жеңилирээк. Эгер ар бир токтоп турган саат кымбат болсо, бул маселени кийинге калтырбоо керек.
Сатып алар алдында демонстрацияда эмнени текшерүү керек?
Жалпы презентацияны эмес, сиздин детал боюнча же ага абдан окшош ишти сураңыз. Шпиндель канча бат ылдамдык алат, бир сааттан кийин ызы-чуу кандай өзгөрөт, өлчөм сакталып турабы жана түйүн ысып кетпейби — ушуларды караңыз. Эгер жеткирүүчү пуск-наладка менен сервисти дароо талкууласа, кийин иштөө жеңилирээк болот.
Цехте таза да, орой да иштетүү болсо, айдоону кантип тандаса болот?
Анда станоктун негизги жүгүн кайсы операция бергенин ачык чечиңиз. Эгер сменанын көбү таза иштетүү жана кыска сериялар менен өтсө, түз айдоо жагына көңүл буруңуз. Эгер станок негизинен чоң припуск алып, сервистен кийин тез кайра ишке чыгышы керек болсо, ремень менен айдоо көбүнчө практикалуураак.
Айдоо тандаганда эң көп кайсы каталар кетет?
Көбүнчө эң чоң ката — станокту максималдуу ылдамдык же бир кыска демонстрация боюнча алуу. Дагы бир ката — келишимге чейин сервис тууралуу сүйлөбөө жана токтоп калуунун баасын эсептебөө. Даяр чийме, материал, допуск, беттин тазалыгы жана сериянын узундугун алып келип, анан станокторду чыныгы натыйжа менен салыштырган жакшы.