Оправкадагы бекитүүчү винт соостукту кантип бузат
Оправкадагы бекитүүчү винт инструментти миллиметрдин жүздүгүнө жылдырып коюшу мүмкүн. Огу эмне үчүн тайарын, индикатор эмне көрсөтөрүн жана серияга чейин түйүндү кантип текшерүү керектигин карайбыз.
Эмне үчүн баары бир винттен башталат
Көйгөй көбүнчө шпинделден же бүтүндөй оправкадан башталбайт. Аны бир бекитүүчү винт баштайт, эгер ал хвостовикти капталынан басып, огунун боюнан кыспаса. Сыртынан баары кадимкидей көрүнүшү мүмкүн, бирок инструмент буга чейин эле туура эмес отуруп калат.
Винт кичинекей, бирок күчү бир чекитке түшөт. Ал жүктү бүт бетке бөлүштүрбөйт, хвостовикти бир жакка түртөт. Эгер отурушу тыгыз болсо, жылыш өтө эле аз болушу мүмкүн. Бирок вылетте бир нече жүздүк эле инструменттин биениесин дароо байкаларлык кылат.
Ошондуктан оправканын соостугу оператор ачык бракты көргөнгө чейин эле бузулат. Кыска инструментте четтөө дээрлик билинбейт. Узун вылетте ошол эле бир нече жүздүк бетте из калтырат, үндү күчөтөт жана өлчөмдү алып кетет.
Эң жагымсызы — биринчи деталь көп учурда нормалдуу көрүнөт. Өлчөм допуска батат, бетинде суроо туудурган нерсе жок, процесс тынчтай сезилет. Бирок бул тынчтык алдамчы. Жылмышкан инструмент кыйшайып иштейт, четтерге түшкөн жүк тең эмес болот, жана бир нече деталдан кийин абал өзгөрө баштайт.
Адатта адегенде чачырак өсөт. Бир деталь өтөт, кийинкиси допустун чегине жакындайт, анан байкаларлык огу тайган абал чыгат. Эгер партия чоң болсо, маселе акырындап топтолот: инструмент ысып, чет тезирээк эскирип, жылыш күчтүү таасир этет.
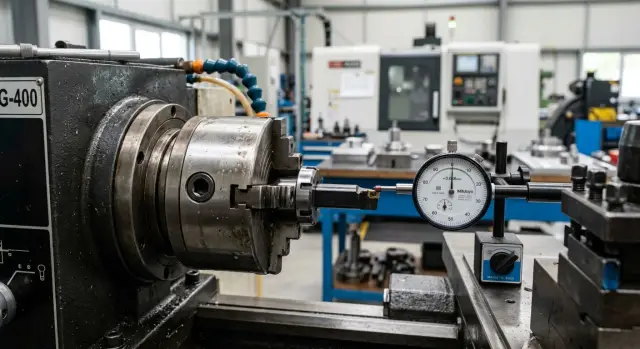
Индикатор менен өлчөө муну брак чыккандан мурда кармайт. Оправканы айландырып чыгып, инструменттин айланасында кандай жүргөнүн көрүү жетиштүү. Эгер жебе огу тайганын көрсөтсө, себеп көп учурда инструменттин геометриясында эмес, аны винт кандай кысканында болот.
Оператор оправканы коюп, винтти адаттагыдан катуураак тартып, станокту иштетип жибериши мүмкүн. Биринчи деталь жарамдуу чыгат, ошондуктан жөндөөнү өзгөртүшпөйт. Бирок бир нече циклдан кийин биение өлчөмдө жана иштетүүнүн сапатында билине баштайт.
Ошентип бир винт бүт көйгөйдүн башталыш чекитине айланат. Ал инструменттин абалын миллиметрдин жүздүгүнө өзгөртөт, анан станок ошол катаны ар бир деталда так кайталайт. Ошондуктан текшерүүнү брак чыккандан кийин эмес, жыйноодон кийин эле баштаган жакшы: индикатор дагы эле себепти көрсөтүп турганда, анын кесепети эмес.
Винт оправканы кантип тайдырат
Бекитүүчү винт адатта чоң ката булагыдай көрүнбөйт. Бирок ал бүт тегерек боюнча эмес, бир гана чекитте басат. Ушундан улам оправка жөн эле бекитилбейт, тескерисинче огунан четке жылат.
Эгер отурушу мурунтан эле идеалдуу эмес болуп, ичинде аз гана боштук бар болсо, винт ошол люфтту рычагдай колдонот. Ал оправканы карама-каршы дубалга кысып, борборду жылдырат. Боштук канчалык чоң болсо, жылыш ошончолук көрүнүктүү болот.
Маселе винтти "запас менен" катуу тартканда күчөйт. Катуу кысуу түйүндү такыраак кылбайт. Тескерисинче, оправканы дагы да капталга жылдырат, кээде четинен же эски эзилген жерден тийсе, бир аз кыйшайтып да коёт.
Практикада бул дароо көрүнөт. Оператор оправканы коюп, винтти тартып, анан биениени текшерет. Индикатор туш келди чачыракты эмес, бир тарапка туруктуу жылышты көрсөтөт. Эгер винтти бошотуп, оправканы кайра отургузсаңыз, картина көп учурда өзгөрөт.
Винттин изи да көп нерсе айтат. Жаңы так, тилке же эзилген жер винттин детальды кайсы жакка түрткөнүн көрсөтүп турат. Бул так өлчөө ыкмасы эмес, бирок тез текшерүү үчүн жетиштүү. Из аркылуу кайсы жерде контакт өтө катуу экенин жана оправка кайсы жерде туура отурбай жатканын түшүнүүгө болот.
Көбүнчө огу тайышы бир нече майда себеп биригип чыкканда пайда болот: винт тегерек бетке аянтчасыз тийет, отурушта эскирүү же кир бар, оправка толук отурбай калган, ал эми оператор биринчи тийүүдөн кийин винтти дагы төрттөн бир же жарым айланууга чейин тартып жиберген.
Ал тургай майда жылыш вылетте тез эле көрүнүктүү биение болуп калат. Эгер оправка негизде бир нече жүздүккө тайса, узун инструментте бул маани дагы чоңоёт. Ошондуктан көйгөйдү көп учурда бракка караганда мурда эле индикатордон көрүшөт.
ЧПУ токардык станокторунда мындай таасир сериялык иште өзгөчө жагымсыз. Биринчи деталь өлчөмгө батышы мүмкүн, бирок кийин диаметр, беттин тазалыгы жана отурушу өзгөрүп баштайт. Себеп болсо дээрлик байкалбайт: болгону бир винт оправканы туура эмес жакка тартып турат.
Эгер жыйноодон кийин индикатор ар дайым бир эле багытта огу тайганын көрсөтсө, "кокустан кеткен ката" эмес, кысылган жерди издеңиз. Көпчүлүк учурда маселе дал ошол жерде болот.
Брак чыгышынан мурда эмнени өлчөөгө болот
Көйгөйдү адатта детальдан мурда индикатордон көрүүгө болот. Өлчөм дагы деле допуска батса да, оправка буга чейин эле капталга тартылып жатканын көрсөтөт.
Биринчи белги — вылетте биениенин өсүшү. Отурушка жакын жерде маани чыдоого болот, бирок оправканын аягына жакындаган сайын ал байкаларлык өсөт. Бул негиздеги кичине кыйшайуу узундук боюнча күчөгөнү үчүн болот.
Жөнөкөй тест да бар. Оправканы койдуңуз, түйүндү айланттыңыз жана бир маани алдыңыз. Анан бекитүүчү винтти бир аз дотягивап койсоңуз — жебе дароо башка санга өтөт. Эгер бир эле дотягуудан кийин биение бир нече жүздүккө өзгөрсө, маселе өлчөмдө эмес, бекитүүнүн өзүндө.
Көп учурда сан эле эмес, туруксуздук да кооптондурат. Оправканы алып, кайра коюп, ошол эле күч менен тартып — натыйжа башка. Бүгүн 0,01 мм, кайра орноткондо 0,03 мм болуп калат. Нормалдуу отуруш үчүн бул жаман белги: түйүн ар дайым бир аз башкача отурат.
Адатта картина мындай болот: оправканын корпусуна жакын жерде биение аз, вылетте өсөт, винтти дотягандан кийин сан дароо өзгөрөт, ал эми кайра орнотуу мурдагыдай жыйынтык бербейт.
Деталда эффект кечигип келет. Алгачкы бир нече цикл тынч өтүшү мүмкүн, өзгөчө режим жумшак, ал эми допуск өтө катуу болбосо. Кийин түйүн ысып, жүк кайталанат, инструмент ар бир өтүүдө ошол эле кыйшайуу менен иштей баштайт да, өлчөм качат. Адегенде бул чачырактан билинет, кийин бир тарапка туруктуу жылыш болуп калат.
Жакшы мисал — тешикти расточка кылуу же жыйнак иштетүү. Биринчи текшерүүдө деталь дагы өтөт, үчүнчү же бешинчиде ашыкча жүздүк же эки жүздүк чыгат. Оператор инструменттин эскиришине шек санайт, бирок себеп көп учурда мурдараак жатат — оправканы бекитүүчү винт тартып кеткен, жана муну партия башталганга чейин эле индикатор көрсөткөн.
Эгер өлчөм бир дотяжкадан өзгөрүп, кайра орнотуу ошол эле сандарды бербесе, бракты күтпөңүз. Түйүн буга чейин эле туруксуз иштеп жатат, алгачкы деталдар жакшы көрүнсө да.
Оправканы кантип текшерүү керек
Текшерүүнү биринчи детальдан мурда жасаганы жакшы. Ошондо дароо эле бекитүүчү винт огун тайдырып жатабы, же маселе отурушта, хвостовикте же винттин өзүндөбү — түшүнүп аласыз.
Ал тургай майда чипке беттердин ортосуна түшүп калса, оправканын соостугу өзгөрөт. Андан кийин оператор вылетте биениени көрөт, ал эми себеп түйүндүн ичине жашынып калат.
Текшерүү тартиби
-
Отуруштү, хвостовикти жана винтти тазалаңыз. Чипти, кир аралаш майды жана майда кыртыктарды алып салыңыз. Эгер винттин учу эзилген болсо же хвостовикте эски ашыкча тартуудан из калса, аны дароо белгилеп алыңыз.
-
Оправканы ордуна катуу тартпай коюңуз. Ал кыйшайбай, тыкылдабай, рывоксуз отурушу керек. Ушул этапта эле индикатор менен биринчи өлчөөнү жасаңыз. Эгер көрсөткүч башынан эле начар болсо, толук кысуу аны оңдобойт.
-
Эки чекитти текшериңиз. Адегенде базада, отурушка жакын жерде көрсөткүчтү алыңыз. Анан индикаторду вылетке жылдырыңыз. Эгер базада дээрлик нөл болсо, ал эми ары жакта четтөө өссө, түйүн бир калыпта кысылбай жатат.
-
Винтти майда кадам менен тартыңыз. Бирден төрттөн бир айланууга же керек болсо андан да азга барып турган жакшы. Ар бир кадамдан кийин ошол эле эки чекитте кайра өлчөп, сандарды жазып туруңуз.
-
Затяжкадан мурунку жана кийинки жыйынтыкты салыштырыңыз. Эгер базада көрсөткүч дээрлик өзгөрбөсө, ал эми вылетте биение өссө, винт оправканы капталга жылдырып жатат. Эгер четтөө бардык жерде бирдей көбөйсө, кирди, задираны же отуруштун бузулушун издеңиз.
Мындай тартип түшүнүктүү картина берет. Сиз жөн эле оправка биеп жатканын көрбөйсүз, кайсы учурда ал жылып кеткенин жана муну эмне чакырганын түшүнөсүз.
Кичинекей мисал: дотягандан мурун базада индикатор 0,003 мм көрсөтөт, вылетте 0,008 мм. Акылдуу тарткандан кийин базада 0,004 мм калат, ал эми вылетте 0,025 мм болуп калат. Мындай айырма сейрек кокустук болот. Көбүнчө бул винт хвостовикти кысып жатып жылдырып жибергенинин түз белгиси.
Каталар көп учурда шашуудан башталат. Оператор индикаторду бир гана вылетте өлчөйт, дароо винтти акыркысына чейин тартып жиберет же ар жолу индикаторду бир аз башка жерге коёт. Натыйжада сандар бар, бирок аларды чынчыл салыштыруу мүмкүн болбой калат.
Эгер затяжкадан кийин көрсөткүч начарлап кетсе, партияны иштетпеңиз. Винтти бошотуп, отурушты кайра тазалап, хвостовиктеги изди текшерип, ошол эле ыкма менен өлчөөнү кайталаңыз. Бул эки мүнөт көбүнчө сериядан кийинки брак себебин издөөдөн арзаныраак чыгат.
Партия баштар алдындагы мисал
Втулкалар партиясынын алдында наладчик токардык станокко башка бир оправканы коюп, кадимки индикатордук өлчөөнү жасайт. Акыркы дотяжкага чейин баары тынч көрүнөт: жебе допуска ичинде жүрөт, отурушу түз, соостук суроо жаратпайт.
Көйгөй көптөр формалдуулук деп эсептеген учурда чыгат. Наладчик бекитүүчү винтти дотягап, түйүндү дагы бир жолу айлантып көрөт да, башка сандарды байкайт. Мисалы, 0,006 мм болуп турганы 0,025 же 0,03 мм болуп калат. Оор операция үчүн бул чыдоого болот сыяктуу сезилиши мүмкүн, бирок втулкалар партиясы үчүн мындай жылыш буга чейин эле кооптуу.
Сыртынан баары мурдагыдай эле нормалдуу көрүнөт. Оправка бекем отурат, инструмент бошобойт, бөтөн үн жок. Ошондуктан жыйноону козгобой эле койгум келет деген ой келет: биринчи деталдар өлчөмгө батса, иштей берсе болот.
Көп учурда ошондой болот да. Алгачкы бир нече втулка диаметр жана узундук боюнча өтөт, оператор тынчтанат. Бирок бир аз убакыттан кийин контролдо конус пайда болот. Күчтүү эмес жана дароо байкалбай турган эмес — адегенде аны берүү, резец же материал менен түшүндүрүшөт.
Бул жердеги логика жөнөкөй. Винт оправканы капталга тартканда, биение биринчи деталда дайыма эле ачык брак бербейт. Кыска втулкада четтөө дээрлик жашынып калышы мүмкүн. Анан жүк, ысыш жана циклдин кайталанмалуулугу кошулат да, жылыш иштетүүнүн бүткүл узундугу боюнча билине баштайт.
Мындай учурда божомолдобой, ошол эле чекитте жана ошол эле ырааттуулукта өлчөөнү кайталаган жакшы: винтти дотягалоого чейин биениени өлчөө, аны иштөө күчүнө чейин тартып, ошол эле диаметрди жана ошол эле базаны кайра текшерүү, анан так ушул винтти гана бошотуп, сандарды салыштыруу. Эгер өсүш ар бир дотяжкада кайталанса, себеп жакын.
Резец эмес, программа эмес, материал да эмес. Бир винт оправканын абалын жүздүккө өзгөртөт, ал эми втулкаларда ошол жүздүктөр бат эле конуска жана партиядагы чачыракка айланат.
Мындай мисал индикатор биринчи жакшы чыккан деталдан көп учурда чынчыл экенин жакшы көрсөтөт. Деталь, өзгөчө тандоо аз болсо, кокусунан эле текшерүүдөн өтүп кетиши мүмкүн. Индикатор болсо дароо түйүн дотяжкадан кийин жылганын көрсөтөт.
Ошондуктан партияны баштаардан мурун акыркы дотяжкадан кийин дагы бир мүнөттү текшерүүгө короткон жакшы. Оправканы бекитүүдөгү каталар көбүнчө өтө алыс жерден изделет, бирок себеп бир бекиткичтин ичинде эле жатат.
Жыйноодо көбүнчө кайсы жерде жаңылышат
Биринчи типтүү ката — винтти дароо түбүнө чейин тартып жиберүү. Механик жакшыраак кысам дейт, бирок каптал күчүн алат. Оправка бир аз жылат да, соостук биринчи кесүүдөн мурда эле бузулат. Көзгө дээрлик көрүнбөйт, ал эми индикатордо ашыкча жүздүктөр чыгат.
Экинчи ката — өлчөөнү базада гана жасоо. Ал жерде биение чыдоого татыктуу көрүнүшү мүмкүн, анткени участок кыска жана катуу. Бирок вылетте картина өзгөрөт. Өлчөө чекити базадан канчалык алыс болсо, оправканын канчалык капталга тартылганы ошончолук жакшы көрүнөт.
Дагы бир жаңылыштык — хвостовик чындыгында кантип отурганын карабоо. Эгер контактта кир, кыр же эски кысуудан из болсо, деталь ансыз деле түз жатпайт. Винт жөн гана кыйшайууну күчөтөт. Кээде көйгөйдү сааттап пластинадан, державкадан же патрондон издешет, бирок ал хвостовиктеги кичинекей контакт такта жатат.
Жыйноо көбүнчө бир нече адаттан бузулат: винтти бир кыймылда, жай отургузбай тартышат, биениени базанын жанында гана текшеришет, орнотуудан мурда хвостовикти тазалашпайт, ал эми алып кайра койгондон кийин кайталап өлчөөнү жасашпайт.
Акыркы пункт талашты эки мүнөттө чечип коёт. Эгер кайра орноткондон кийин көрсөткүч өзгөрсө, себеп дээрлик ар дайым иштетүүдө эмес, жыйноодо болот. Бул серия алдында өзгөчө маанилүү: брак али баштала элек, бирок индикатор оправка туруксуз отурарын көрсөтүп турат.
Практикада мындай болот: базада индикатор жарамдуу маани көрсөтөт, ал эми вылетте жебе кыйла ары кетет. Оператор пластинаны алмаштырат, режимди текшерет, патронду карайт, бирок маселе жоголбойт. Анан оправканы алып, хвостовикти тазалап, винтти рывоксуз тартып, кайра коюп, башка жыйынтык алат. Демек, себеп жыйноодо болгон.
ЧПУ станокторун тейлөөдө мындай майда нерселер дайыма жолугат. EAST CNC сыяктуу токардык оснастка менен күндө иштеген компаниялар үчүн бул кошумча убакыт жоготуунун кадимки себеби. Алардын east-cnc.kz блогунда көбүнчө ушундай практикалык нерселер талданат: кайсы жерде ката майда көрүнөт, бирок серияда бат эле кымбаттайт.
2 мүнөттө эмнени текшерсе болот
Ишке киргизердин алдындагы эки мүнөт көп учурда бүт партияны сактап калат. Эгер бекитүүчү винт хвостовикти тең эмес кысса, көйгөй көбүнчө ачык брак чыгаардан мурда эле көрүнөт.
Ыкчам кароону винттин өзүнөн эмес, ал басып жаткан беттен баштаган жакшы. Хвостовиктеги майда эле кыр да отурушту өзгөртөт. Винт чыгынга таянат, оправка бир аз жылат да, индикатор дароо ашыкча жүздүктөрдү көрсөтөт.
Беш нерсени текшериңиз:
- Хвостовиктин контакт болгон жеринен тырмак өткөрүңүз. Эгер бармак илинсе, ал жерде буга чейин эле кыр же эзилүү бар.
- Индикатор менен дотяжкага чейин жана андан кийин өлчөңүз. Эгер биение олуттуу өзгөрсө, винт кармабай, тартып жатат.
- Винттин изин караңыз. Капталынан жука сызыкчадан көрө тегиз контакт такты жакшы.
- Оправканы чыгарып, ошол эле түйүнгө кайра коюңуз. Эгер экинчи өлчөө биринчи менен дал келбесе, отуруш туруксуз иштеп жатат.
- Вылетти сызыкча же упор менен текшериңиз. Эгер кайра кыскандан кийин ал өзгөрсө, түйүн абалды бирдей кармай албай жатат.
Винттин изине көп учурда таптакыр карашпайт, бирок бекер. Ал жүктүн кандай түшүп жатканын тез көрсөтөт. Эгер из бир тарапка жылып калса, винт кыйшайып басып жатат. Эгер из үзүлгөн болсо, бет мурунтан эле бузулган, жана ар бир жаңы кысуу оправканы бир аз башкача отургузат.
Дагы бир жөнөкөй ыкма: винтти дароо аягына чейин тартпаңыз. Адегенде оправканы коюп, жеңил басыңыз, индикатор менен биениени текшериңиз, анан дотягап, көрсөткүчтөрдү салыштырыңыз. Эгер акыркы кысуудан кийин жебе тайса, булак табылды деген сөз. Көйгөй деталда же шпинделде эмес, бекитүүдө.
Практикада бул жөнөкөй көрүнөт. Наладчик оправканы коюп, 0,01 мм алат. Акыркы дотяжкадан кийин 0,04 мм көрөт. Түйүндү алып, контакт тактысын тазалап, кырды алып, кайра коюп, дотяжкага чейинкидей эле өлчөм алат. Мындай майда нерсе көп учурда бүт чынжыр боюнча узак издөөдөн тезирээк маселе чечет.
Эгер ушул пункттардын бири да өтпөсө, иштетүүнү "жөн эле" баштоонун кереги жок. Ыкчам кароо, кайра орнотуу жана дагы бир көзөмөл өлчөөсү сменадан кийин даяр он деталды текшерүүдөн аз убакыт алат.
Андан ары эмне кылуу керек
Эгер огу тайышы кылдат жыйноодон кийин да кайталана берсе, түйүндү ар дайым катуураак тартып жапканга аракет кылбаңыз. Ошондо сиз жөн гана себепти жашырып, отурушка кошумча чыңалуу киргизесиз. Адегенде винттин өзүн, анан оправканын геометриясын жана отуруучу беттердин абалын текшериңиз.
Винтте көбүнчө жөнөкөй, бирок жагымсыз кемчиликтер чыгат: учунун эзилгени, кыйшайуу издери, резьбадагы кир, бир калыпта эмес тартылуу. Эгер ал огунан эмес басса же детальды бир чекит менен кармаса, оправка кайра-кайра капталга тартылат. Ал тургай жаңы винт да жардам бербейт, эгер ал үчүн тешик жылып, отурушта эзилүү белгилери пайда болуп калган болсо.
Андан кийин бекитүү ыкмасын иштөө режими менен салыштырыңыз. Кыска вылет жана орточо жүк көбүрөөк кечирет. Узун вылет, оор инструмент, үзүлмөлүү кесүү жана жогорку айлануу ылдамдыгы алсыз жерди бат көрсөтөт. Эгер түйүн башынан эле чегинде иштеп жатса, винтти алмаштыруу менен эле бүтпөйт.
Серия баштар алдында жөнөкөй тартипти бекитип алуу пайдалуу: партияны баштоодон мурун операция үчүн уруксат берилген биениени белгилөө, жыйноодон кийин жана тест кесүүдөн кийин өлчөө, натыйжаны жазып коюу жана эгер маани допусктан чыгып кетсе, деталь азырынча жакшы көрүнсө да, дароо токтотуу.
Мындай ыкма инструментти да, наладчиктин убактысын да үнөмдөйт. Партиядагы брак дээрлик дайыма биринчи жаман өлчөөнүөн кийин кечирээк чыгат. Эгер ачык бракты гана күтсөңүз, себебин издөөгө бүт сменаны жоготуп коюшуңуз мүмкүн.
Дагы бир туура кадам — түйүндү бүтүндөй кароо. Конустагы эскирүү, отуруштагы чабал жер, айланып кетүүнүн издери жана алып кайра койгондон кийинки начар кайталанмалуулук барбы — текшериңиз. Оправканын соостугу өзү эле сейрек бузулат. Адатта анын артында так механикалык себеп болот, аны тез эле табууга болот.
Эгер көйгөй ар башка операцияларда кайталанса же сиз ушундай режимдер үчүн жабдууну тандап жатсаңыз, станокту ишке киргизүү менен алектенген адистер менен маселе талкуулоо пайдалуу. EAST CNC токардык ЧПУ станокторун жана иштетүү борборлорун жеткирет, ошондой эле тандоо, пуско-наладка жана сервис боюнча жардам берет. Мындай учурда бул ыңгайлуу: станокту эле эмес, оснастка, режимдер жана чыныгы тактык байланышын башынан эле чогуу кароого болот.