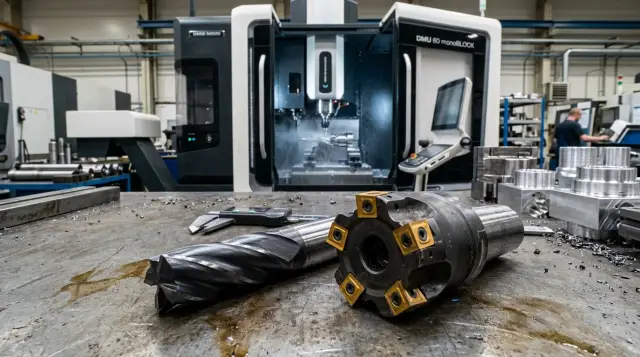
Монолиттүү фрезабы же алмашма пластинкалуу фрезабы: тандоо
Монолиттүү фреза же алмашма пластинкалуу фреза — болотто, нержавейкада жана алюминийде туруктуулук, алмаштыруу убактысы жана бет сапаты боюнча салыштыруу.
Кайсы жерде тандоо чыгат
Бул тандоо көбүнчө каталогдо эмес, түз станоктун жанында пайда болот. Деталь серияга чыкты, инструмент өлчөмдөн көбүрөөк тайып баштады, бет сапаты начарлады, оператор фрезаны алмаштыруу үчүн иштетүүнү улам-улам токтотот. Ошол учурдан тартып сатып алуу баасы дээрлик эч нерсени түшүндүрбөй калат.
Монолиттүү фреза менен алмашма пластинкалуу фрезанын баасы жакын болушу мүмкүн, бирок иште алар ар башкача жүрөт. Бири көбүнчө таза бет берет жана өлчөмдү тынчыраак кармайт. Экинчиси кыр эскиргенден кийин станокту тезирээк кайра ишке киргизет. Эгер баасын эле карасаңыз, кийин токтоп калуу, кайра жөндөө жана брак үчүн көбүрөөк акча кетирген инструментти алып коюу оңой.
Айырма өзгөчө цех жаңы деталды ишке киргизгенде, материалды болоттон алюминийге алмаштырганда, майда партияны серияга өткөргөндө же станоктун токтоп турушун кыскартууга аракет кылганда байкалат. Фрезерлөөдөн кийинки бет тууралуу даттануулар да тез эле ушул суроого алып келет.
Деталдын милдети чечимди көрүнгөндөн күчтүүрөөк өзгөртөт. Эгер курулуш техникасынын корпусунан чоң припускти бат алып салуу керек болсо, алмашма пластинкалуу фрезаларды караган туура. Эгер так элемент жасалса, анда жээктин түздүгү, өлчөм жана таза бет маанилүү болсо, монолиттүү фреза адатта алдын ала болжолдоого оңой натыйжа берет.
Бул тармактардан да жакшы көрүнөт. Автоунаа тетиктеринде көбүнчө темп жана сериядагы кайталоо маанилүү. Медициналык жабдуунун бөлүктөрүндө болсо бетке жана жээк тактыгына катуураак карашат. Бир эле инструмент эки тапшырмада тең сейрек бирдей ыңгайлуу болот.
Дагы бир көп кетчү ката - кесүү метрин же фрезанын минуттагы иштөө мөөнөтүн гана эсептөө. Цех акчаны кыр эскирген учурда гана жоготпойт. Жоготуу станок токтогондо да башталат. Эгер инструментти алмаштыруу, нөлгө келтирүү жана алмаштыргандан кийинки биринчи текшерүү 8-10 мүнөт алса, бул тыныгуу фрезанын өзүнүн ресурсуна караганда кымбатыраак болуп калышы мүмкүн.
Ошондуктан тандоо көбүнчө бир эле сан менен эмес, бүт операция боюнча чечилет: канча металл алып салуу керек, станок канча жолу токтойт жана деталь чыгаары менен кандай бет алышы керек.
Бул фрезалардын айырмасы эмнеде
Монолиттүү фреза менен алмашма пластинкалуу фрезанын ортосундагы тандоо биринчи кезекте конструкцияга байланыштуу. Монолиттүү инструмент толугу менен катуу эритмеден жасалат. Жыйнак фрезада корпус жана алмашма кесүүчү пластиналар болот.
Монолиттүү фреза
Монолиттүү фрезада кесүүчү бөлүк менен хвостовик бир бүтүн. Ошондуктан анда кошулмалар аз жана боштук дээрлик болбойт. Мындай инструмент, адатта, тынчыраак кесет жана таза өтүүлөрдө, оюктарда, чөнтөктөрдө жана кичинекей диаметрде иштегенде өлчөмдү жакшы кармайт.
Бул өзгөчө эң кичинекей титирөө деле бетти бузуп койгон жерлерде байкалат. Контурдан өтүү, чөнтөк чыгаруу же болот менен алюминийде так жээк алуу керек болсо, монолиттүү фреза көп учурда түзүрөөк иштейт. Ал так траектория жана өтүүдөн кийинки таза из маанилүү болгон операцияларда ыңгайлуу.
Минусу жөнөкөй: кыры эскирсе же сынып калса, бүт инструментти алмаштырууга туура келет. Цехте өлчөмдөр көп болуп, кайра-кайра кайра жөндөө болсо, монолиттүү фрезалардын запасы кымбатыраак түшөт.
Алмашма пластинкалуу фреза
Жыйнак фрезада корпус узак иштейт, ал эми кесүүчү бөлүктү пластиналар аткарат. Кырлар эскирсе, оператор жаңы пластиналарды коюп, ишти улантат. Чоң диаметрлерде бул өзгөчө ыңгайлуу, анткени бүт инструментти алмаштыруунун кереги жок.
Мындай фрезанын эң чоң артыкчылыгы - металлды бат алуу. Күчтүү корпус жана пластиналардын геометриясы жогорку берүү жана олуттуу кесүү тереңдиги менен иштөөгө мүмкүндүк берет. Ошондуктан алмашма пластинкалуу фрезалар көбүнчө чоң припускти бат алып салуу керек болгон жалпак беттердин, тепкичтердин жана ири деталдардын орой иштетилишине коюлат.
Алсыз жери да түшүнүктүү. Ар бир пластина өзүнүн отургучуна турат, ал эми кир, отургучтун эскириши же так эмес коюу дароо биениеге таасир этет. Ошондуктан жыйнак фреза көбүнчө майда таза иштетүүдө монолиттүүгө караганда туруктуулугу жагынан артта калат.
Жөнөкөйлөтүп айтканда, сүрөт мындай: монолиттүү фреза адатта өлчөмдү жана бетти жакшыраак кармайт, ал эми жыйнак фреза чоң көлөмдөгү металлды бат алып, кесүүчү бөлүгүн алмаштырууда ыңгайлуураак. Практикада бул тез көрүнөт. Так контур үчүн көбүнчө монолиттүү, оор орой иштетүү үчүн - алмашма пластинкалуу фреза тандашат.
Өз операцияңызда кантип салыштыруу керек
Кайсысы жакшы деген талашты каталог боюнча эмес, цехтеги бир чынчыл тест менен чечүү оңой. Бир кайталанган операцияны жана бир партия деталдарды алыңыз. Баарын бир убакта өзгөртпөңүз, антпесе жыйынтык туш келди болуп калат.
Тестти эң жакшы бир эле станокто, бир эле программа менен жана бир эле оператор менен өткөргөн туура. Заготовканын материалы, припуск, инструменттин чыгынтысы жана кесүү тереңдиги да бирдей болушу керек. Эгер фрезаларды ар башка режимде же металлдын ар башка партиясында салыштырсаңыз, сандар талаштуу болуп калат.
Биринчи баалоо үчүн, адатта, 10-20 деталь жетиштүү. Бул убакыттын ичинде кесүү убактысын гана эмес, инструменттин иштеги жүрүшүн да көрүүгө болот. Жазып жүрүүгө тийиш болгон нерсе - жүктөм алдындагы мүнөттөр гана эмес, инструментти алмаштырууга кеткен убакыт да. Монолиттүү фрезада бул көбүнчө толук алмаштыруу жана кайра өлчөмгө келтирүү болот. Алмашма пластинкалуу фрезада алмаштыруу тезирээк болушу мүмкүн, бирок бул корпустун конструкциясына жана оператордун көндүмүнө байланыштуу.
Жок дегенде төрт нерсени караңыз: кесүүчү бөлүктүн эскириши, детальдын өлчөмү, фрезерлөөдөгү бет сапаты жана станоктун токтоп туруусу. Эгер фреза узагыраак иштесе, бирок эскиргенден кийин өлчөмдү жылдыра баштаса, мындай туруктуулук дайыма эле пайдалуу эмес. Эгер инструмент арзан болуп, бирок станок алмаштырууга жана кайра жөндөөгө кошумча 15 мүнөт турса, үнөмдөлгөн акча тез эле жоголот.
Кичинекей мисал. Цех бир оюк түшүрүлгөн болот плитаны фрезерлейт. Монолиттүү фреза дубалды тазараак кылып, өлчөмдү такыраак кармайт, бирок аны бүтүндөй алмаштырышат. Жыйнак фреза деталды батирээк иштетет, инструментти алмаштырууга кеткен убакыт да аз, бирок бир нече детальдан кийин бет оройлоп кетиши мүмкүн. Мындай учурда жеңүүчү фрезанын баасы менен эмес, даяр детальдын баасы менен тандалат.
Эгер кылдат эсептесеңиз, чечим көбүнчө биринчи партиядан кийин эле көрүнөт. Инструменттин өзүн эмес, бүт операцияны салыштыруу керек: кесүү, алмаштыруу, кайра жөндөө жана брак коркунучу.
Материал картинаны кантип өзгөртөт
Бир эле инструмент ар башка материалда ар башкача жүрөт. Ошондуктан бул тандоону заготовкадан бөлүп кароого болбойт. Болотто бир фреза сааттап өлчөмдү кармаса, нержавейкада ошол эле геометрия бат эле ысып, бетти бузуп башташы мүмкүн.
Болот жана нержавейка
Кадимки көмүртектүү болотто көбүнчө эки нерсеге карашат: кыр канча жашайт жана өлчөм канчалык тынч кармалат. Монолиттүү фреза майда оюктарда, чөнтөктөрдө жана таза өтүүлөрдө көбүнчө түзүрөөк кесет. Өлчөм жайыраак өзгөрөт, бет да тазараак чыгат. Алмашма пластинкалуу фреза көп металлды бат алып, кыр эскиргенден кийин станокту тез кайтаруу керек болгон жерлерде көбүрөөк утат.
Нержавейкада сүрөт өзгөрөт. Бул материал инструментти көбүрөөк ысытат жана кесүүчү кырга жабышканды жакшы көрөт. Эгер фреза кесүүнүн ордуна сүртүп баштаса, бет сапаты дээрлик дароо түшөт. Монолиттүү фреза көбүнчө жука дубалдарда жана чакан элементтерде жакшыраак чыгат. Жыйнак фреза оор иштетүүдө пайдалуу, бирок станок жетиштүү катуу болсо, режим ашыкча сүртүүсүз туура коюлса жана кыр ашыкча ысып кетпесе гана.
Алюминий, чоюн жана катуу материалдар
Алюминийде жалпы ресурс эмес, дубал менен оюктун түбүнүн тазалыгы маанилүү. Монолиттүү фреза көбүнчө, өзгөчө оюктарда жана жука деталдарда, тазараак бет калтырат. Алмашма пластинкалуу фрезалар ачык беттерде жана чоң көлөм алып салууда жакшы, бирок биение болсо же катуулук жетишпесе, оюктун түбүндө байкаларлык из калтырышы мүмкүн.
Чоюнда сокку жүгү жана абразивдүү чаң маанилүү. Үзгүлтүктүү кесүүдө жана куюу кабырчыгы бар жерде жыйнак фреза кырга тийген соккуларды көбүнчө тынчыраак көтөрөт. Монолиттүү фреза да жакшы натыйжа бере алат, бирок кирүүдө сынып калуу бул жерде көбүрөөк кездешет. Чаңды да эске албай коюуга болбойт: ал эскиришти тездетет жана инструменттин жүрүм-турумун бат өзгөртөт.
Катуу материалдарда бир деталь боюнча жыйынтык чыгаруу кооптуу. Биринчи заготовка таза өтүшү мүмкүн, ал эми андан кийин эскириш кескин өсөт. Жок дегенде бир аз бирдей деталдар сериясын караган жакшы. Ошондо фрезанын чыныгы туруктуулугун, өлчөмдүн туруктуулугун жана фрезерлөөдөгү бет сапатын оңойраак түшүнөсүз.
Кыскасы, болот жана алюминий фрезерлөөдө монолиттүү фреза көбүнчө тактык жана тазалык менен утат, ал эми жыйнак фреза - тез алып салуу жана кырды ыңгайлуу алмаштыруу менен. Бирок материал бул тең салмактуулукту каталогдогу сандарга караганда көп өзгөртөт.
Качан туруктуулук маанилүү, качан тез алмаштыруу маанилүү
Узак серияда фрезанын өз баасы баарын чечпейт. Көбүнчө акчанын көп бөлүгү станоктун токтоп турушуна, кайра жөндөөгө жана партиянын мөөнөтүн өткөрүп жиберүүгө кетет.
Эгер чакан диаметрде өлчөмдү туруктуу кармоо керек болсо, монолиттүү фреза көбүнчө түзүрөөк жүрөт. Анын бүтүндүгү бир, алсыз жерлери аз, жана жука оюктарда же кичинекей чөнтөктөрдө бул бир нече мүнөттө эле сезилет.
Туруктуулук инструментти өлчөм жоготпой туруп алмаштыруу кыйын болгон жерде маанилүү. Бул таза өтүүлөрдө, тар жерлерде жана чийик же кырдын жылышы болбошу керек болгон деталдарда кездешет. Мындай иштер үчүн монолиттүү инструмент көбүнчө кайра учтап алууга болору менен да ыңгайлуу. Эгер цех бир даананын баасын эмес, кесүү метринин баасын эсептесе, кайра учтоо экономикасын байкаларлык өзгөртөт. Бирок андан кийин диаметри өзгөрөт, муну наладчик сөзсүз эске алышы керек.
Тез алмаштыруу орой иштетүүдө жана чоң диаметрлерде маанилүү. Эгер болоттон же чоюндан чоң припускти тез алып салуу керек болсо, алмашма пластинкалуу жыйнак фреза көбүнчө түшүнүктүүрөөк экономика берет. Корпус иштей берет, оператор болгону пластиналарды алмаштырат, станок кайра тезирээк кесүүгө кайтып келет.
Бул өзгөчө чоң орой партияларда, чоң диаметрде, монолит өтө кымбат болуп калган учурда жана пластина запасы түз станоктун жанында турган цехтерде байкалат. Эгер 15-20 мүнөттүк токтоо графикти бузса, алмаштыруунун ылдамдыгы бир кырдын ресурсунан маанилүүрөөк болуп калат.
Пластина запасы дагы бир себептен пайдалуу: партиянын толук токтоп калыш коркунучун азайтат. Бир кыр кечинде же дем алыш сменасында сынып калса да, иш токтоп калбайт. Монолиттүү фрезада мындай запас кымбатыраак, алмаштыруу да көбүнчө кайра нөлдөө талап кылат.
Үзгүлтүктүү кесүү ар бир схеманын алсыз жерин бат көрсөтөт. Эгер деталь ишенимсиз бекитилсе, чыгынты узун болсо жана берүү силкинип турса, соккулар кырды бат сындырат. Мындай учурда монолиттен да, пластиналардан да керемет күтпөңүз. Алгач начар бекитүүнү же ашыкча чыгынтты алып салыңыз. Болбосо туруктуулук жардам бербейт, ал эми тез алмаштыруу тынымсыз алмаштырууга айланат.
Качан таза бет алуу жеңилирээк
Монолиттүү жана жыйнак фрезанын ортосундагы тандоону көп учурда баа менен ресурс боюнча чечүүгө аракет кылышат, бирок беттин тазалыгы детальдын формасына жана кесүү режимине да кем эмес байланыштуу. Эгер түз оюк, таза дубал же өтүү изи көрүнбөгөн так контур керек болсо, монолиттүү фреза көбүнчө жакшыраак жыйынтык берет.
Себеби жөнөкөй: анын геометриясы бүтүн жана кесүүчү бөлүгүндө биение адатта азыраак болот. Ошонун эсебинен ал жумшагыраак кесет жана, өзгөчө болот менен алюминийдеги таза өтүүдө, тыкан бет калтырат. Чакан деталдарда айырма дароо көрүнөт: дубал түзүрөөк көрүнөт, ал эми өлчөм тиштен тишке өтүп кетпейт.
Жыйнак фреза кайсы жерде ыңгайлуу
Алмашма пластинкалуу фреза жалпак бетти же торецти тез иштетүү керек болгон жерде ишенимдүү иштейт. Чоң аянттарда ал көп учурда ыңгайлуураак жана цикл убактысы боюнча туруктуураак. Бирок өтө таза бет үчүн жакшы пластина, бекитүүнүн катуу түйүнү жана акыркы өтүүдө тынч режим керек.
Пластина бир аз эскире баштаса, бет тез бузулат. Адегенде жалтырактык жоголот, кийин сызыктар чыгат, андан соң өлчөм да жыла баштайт. Монолиттүү фрезада да ушуга окшош көрүнүш болот, бирок жыйнак инструментте бир кырдын эскириши деталда көбүрөөк билинет.
Таза иштетүүнүн дагы бир көп душманы - оправканын биениеси. Жакшы фреза деле бир тиш башкаларга караганда көп металл алып жатса, куткарбайт. Андайда бет жыртык чыгат, ал эми алюминийде бул өзгөчө жалтырак из менен дароо көрүнөт. Болотто кемчилик көбүнчө майда толкун же кайталанган из болуп көрүнөт.
Алгачкы деталдарда эмнени текшерүү керек
Бүт партияны ишке киргизгенге шашылбай, биринчи бир нече деталды текшерип алуу жакшы. Адатта таза өтүүдөн кийинки жалтырактык менен издин бир калыптуулугун карап, сериянын башында жана аягында 3-5 деталдын өлчөмүн өлчөп, иштетүүдөн мурда инструменттин биениесин текшерип, биринчи өтүүлөрдөн кийин кырдын абалын баалоо жетиштүү.
Цехтен жөнөкөй мисал: узун оюгу бар корпуска монолиттүү фреза көп учурда каптал дубалды тазараак берет. Ошол эле деталда опордук жалпак бетти торцовкалоодо жыйнак фреза ыңгайлуураак жана бат болушу мүмкүн. Ошондуктан салыштыруу жалпысынан эмес, конкреттүү операцияда жүргүзүлгөнү туура.
Эгер таза финиш керек болсо, алгач системанын катуулугун, биение менен кырдын абалын текшерүү керек. Андан кийин гана фрезанын түрүн тандаңыз. Болбосо кымбат инструмент да орточо гана жыйынтык калтырат.
Тандоодогу кеңири каталар
Ката көбүнчө инструменттен эмес, салыштыруу шарттарынан башталат. Кайсысы жакшы дегенде, көптөр бир даананын баасына гана карашат. Иште бул дээрлик эч нерсе айтпайт. Маанилүүсү - инструмент сиздин деталда, сиздин чыгынтыңызда жана сиздин режимдериңизде кантип жүрөт.
Эң көп кетчү жаңылыштыктардын бири - алмашма пластинкалуу фрезаны өтө тар оюкка коюу. Анын корпусу чоңураак, тар зонага кирүүсү начарыраак жана жер аз болсо, титирөө коркунучу жогорулайт. Натыйжада оюк өлчөмдөн чыгып кетет, түбү орой чыгат, ал эми кесүүнүн үнү инструментке тар болуп жатканын дароо көрсөтөт.
Тескерисинче ката да көп жолу кездешет. Монолиттүү фрезаны чоң припуск, сокку жүгү жана тез металл алуу керек болгон оор орой иштетүүгө алышат. Болотто же чоюнда бул фрезанын туруктуулугун бат түшүрөт. Кыр сынып калса, бүт инструментти эмес, кесүүчү бөлүгүн гана эмес, бүтүн фрезаны алмаштырууга туура келет.
Дагы бир жалган жыйынтыктын себеби - чынчыл эмес салыштыруу. Бир фрезаны этият берүү менен иштетип, экинчисин катуураак режимде иштетип, анан туруктуулук менен бет сапатын салыштырышат. Мындай кылууга болбойт. Материал, айлануу ылдамдыгы, тишке берүү, кесүү тереңдиги жана өтүү стратегиясы бирдей болушу керек.
Майда нерселер да жыйынтыкка катуу таасир этет. Узун чыгынты, алсыз кармагыч же СОЖдун начар берилиши жакшы инструментти да бузуп коёт. Болот жана алюминий фрезерлөөдө бул ар башкача көрүнөт: болотто титирөө менен эскириш өсөт, алюминийде стружка бат жабышып, бет бузулат.
Дагы бир жөнөкөй, бирок кымбат жаңылыштык - запас кармабоо. Жыйнак фреза үчүн пластиналар колдо болушу керек. Монолиттүү фреза үчүн болсо жок дегенде ошол эле өлчөмдөгү бир кошумча инструмент болгону жакшы. Болбосо инструментти алмаштыруу убактысы станоктун токтоп турушуна айланып, фрезаны тандоо тууралуу талаш маанисин жоготот.
Цехтен мисал
Бир участок эки башка деталь жасайт: болот кронштейн жана алюминий капкак. Кагазда милдеттер окшош, бирок инструмент биринчи өтүүлөрдөн тартып эле ар башкача жүрөт.
Кронштейн болоттон жасалат, анда пландагы припускти бат алып салуу жана тез-тез токтоп калбоо керек. Бул операция үчүн көбүнчө алмашма пластинкалуу фреза алышат. Ал орой өтүүдө жүктү тынч көтөрөт, ал эми оператор пластинаны инструменттин узундугун толук кайра жөндөбөй туруп бир нече мүнөттө алмаштырат.
Бирок ошол эле фреза менен тар оюктарга кирип, майда дубалдарды иштетүү ыңгайсыз. Андай жерде монолиттүү фреза коюлат. Ал такыраак жүрөт, кичинекей чыгынтыда өлчөмдү жакшыраак кармайт жана пластинкалуу инструмент дубалда байкаларлык из калтыра баштаган жерде жээкти тазараак калтырат.
Алюминий капкакта сүрөт башкача. Материал жеңилирээк кесилет, бирок заусенец менен инструменттин изи дароо көрүнөт. Эгер өтүүдөн кийин жээк жүндөлүп, бет күңүрт болуп калса, деталь кийин кол менен бүтүрүүгө убакыт алып кетет. Ошондуктан капкакта металлды алып салууну эле эмес, беттин жалтырагын, бурчтун тазалыгын жана жука кабыргалардын абалын да карашат.
Мындай деталда монолиттүү фреза көбүнчө таза өтүүдө утат. Ал бир калыптагы из берет жана жука элементтерди азыраак бузат. Бирок капкактын кең бетинде алмашма пластинкалуу фреза да ыңгайлуу болушу мүмкүн, эгер режим тынч коюлуп, пластиналар курч болсо.
Партия өзгөргөндө туура жоопту сезим эмес, сандар берет. Көбүнчө бир детальга кеткен убакытты, инструментти алмаштырууга кеткен убакытты, бетинде заусенец же из чыккан детальдардын санын жана алмаштырууга чейин инструмент канча даана өткөргөнүн эсептешет.
Мындай кайра эсептөөнүн кийин тандоо жеңилирээк болот. Болот кронштейнде жыйнак фреза иштин негизги бөлүгүн алат, ал эми монолиттүү фреза так жерлерди жабат. Алюминий капкакта чечим участок үчүн кайсысы кымбат экенине байланыштуу: циклдин кошумча бир мүнөтүбү же ар бир детальды кол менен тазалообу.
Сатып алардан мурда эмнени текшерүү керек
Фреза заказ кылардан мурда өз операцияңыз боюнча бир нече суроого жооп берип коюу пайдалуу. Алар кайсы жерде монолиттүү фреза жакшы натыйжа берерин, кайсы жерде болсо алмашма пластинкалуу корпус алуу пайдалуураак экенин бат көрсөтөт.
- Кайсы материал эң көп колдонулат жана анын типтүү катуулугу кандай.
- Партияда кайсысы көбүрөөк акча алып келет: тез металл алуу, таза бет же инструментти алмаштыруудагы кыска токтоо.
- Деталда кичине диаметр, тар радиус же терең оюк барбы.
- Станоктун 10-15 мүнөткө токтоп турушу чындап канчага түшөт.
- Инструментти ким алмаштырат жана бракты биринчи ким байкайт: операторбу, наладчикпи же контролёрбу.
Фрезанын өлчөмү да ашыкча варианттарды бат четтетет. Кичине диаметрлерде, жука дубалдарда жана терең оюктарда монолиттүү фреза көбүнчө ыңгайлуураак жана туруктуураак. Алмашма пластиналар көбүнчө катуу корпус, чоң диаметр жана кыр эскиргенден кийин станокту тез кайтаруу керек болгон жерде күчтүү.
Өзүнчө токтоп калуунун баасын эсептеген да туура. Көптөр фрезанын баасын гана карашат, бирок акчанын көбү токтоп турууга, кайра жөндөөгө жана инструмент алмашкандан кийинки биринчи брак детальдарга кетет. Эгер станок жүктөлүп турса, бир алмашууда 8-10 мүнөттү үнөмдөө жумалык масштабда баалардын айырмасын оңой жабат.
Адам фактору да бар. Эгер инструментти тажрыйбалуу наладчик алмаштырса, ал биение, чыгынты жана туура эмес коррекцияны бат байкайт. Эгер алмаштырууну агымдагы оператор жасаса, көбүнчө орнотуу оңой, кошумча настройкасы аз жана биринчи брак чыгуу коркунучу төмөн вариантты тандаганы жакшы.
Эгер күмөн калса, жеткирүүчүдөн жалпы убада эмес, сиздин детальга ылайык эсеп сураңыз: материал, кесүү тереңдиги, чыгынтынын узундугу жана күтүлгөн туруктуулук. Эгер суроо фрезада эле эмес, иштетүү борборунун өзүндө да болуп калса, маселени станок менен бирге талкуулоо пайдалуу. EAST CNCде, east-cnc.kz сайтында, мындай учурларда адатта деталды, партиянын көлөмүн, оснастканы жана иштетүү талаптарын бүтүндөй карашат, бир гана инструментке эмес.
Андан ары эмне кылуу керек
Эгер күмөн санап турсаңыз, каталог боюнча чечпеңиз. Сизде көп кайталанган бир типтүү операцияны алыңыз: оюк, жалпак бет, чөнтөк же контур боюнча таза өтүү. Өз шартыңыздагы кыска тест адатта эң чынчыл жооп берет.
Салыштыруу таза болушу керек. Бир материалды, бир заготовканы, бир инструмент чыгынтысын жана бир иштетүү стратегиясын калтырыңыз. Дароо берүү, кесүү тереңдиги, СОЖ жана траекторияны өзгөртпөңүз, антпесе натыйжага эмне таасир эткенин түшүнүү кыйын болот.
Баштоо үчүн жөнөкөй таблица жетиштүү:
- инструмент байкалаарлык эскиргенге чейин канча деталь иштетти;
- алмаштырууга жана станокту кайра ишке киргизүүгө канча мүнөт кетти;
- чыныгы бет сапаты кандай чыкты;
- титирөө, кырдын сынышы, өлчөмдүн жылышы жана пландан тышкаркы токтоолор болду беле.
Сандарга караңыз, биринчи таасирге эмес. Кээде монолиттүү фреза алюминийде жана майда таза иштетүүдө тазараак бет берет, бирок болот сериясында токтоп калуу убактысы боюнча утулуп калат. Алмашма пластинкалуу фреза кээде бетти ороюраак калтырат, бирок оператор пластиналарды бир нече мүнөттө алмаштырып, станокту бош кармабайт.
Тестти жок дегенде чакан партияда, мисалы 20-30 бирдей детальда өткөргөн пайдалуу. Ошондо фрезанын туруктуулугу менен инструментти алмаштыруу убактысынын айырмасы сөз менен эмес, сменалык отчетто көрүнөт. Андан кийин чечим көбүнчө кыйла жеңил болот.
FAQ
Качан монолиттүү фрезаны тандаган жакшы?
Монолиттүү фрезаны көбүнчө так өлчөм, таза дубал жана тыкан жээк маанилүү болгон жерлерде алышат. Ал оюктарга, чөнтөктөргө, кичине диаметрлерге жана болот же алюминий боюнча таза өтүүлөргө жакшыраак ылайык.
Кайсы учурда алмашма пластинкалуу фреза пайдалуураак?
Алмашма пластинкалуу фреза орой иштетүүдө ыңгайлуу: чоң припускти бат алып салуу керек болгондо жана станокту көп токтотпой иштегиси келгенде. Чоң диаметрлерде ал көп учурда пайдалуураак, анткени оператор бүт инструментти эмес, пластинаны гана тез алмаштырат.
Кайсысы таза бетти жакшы кармайт?
Таза бет жагынан көбүнчө монолиттүү фреза утат. Анын геометриясы бүтүн болуп, биение коркунучу аз болот, ошондуктан ал дубалда жана оюктун түбүндө көбүнчө түзүрөөк из калтырат.
Фрезаларды баасы менен эле салыштырса болобу?
Эгер сатып алуу баасына гана карасаңыз, жооп көп учурда туура чыкпай калат. Даяр детальдын баасын эсептеңиз: бул жерге кесүү убактысы, инструментти алмаштыруу, кайра жөндөө, брак коркунучу жана станоктун токтоп турушу кирет.
Материал тандоого кантип таасир берет?
Болотто жана алюминийде монолиттүү фреза көбүнчө бетти тазараак кылып, өлчөмдү такыраак кармайт. Чоюнда жана оор орой иштетүүдө алмашма пластинкалуу фреза көп учурда сабырдуураак иштейт, өзгөчө үзгүлтүктүү кесүүдө.
Серияда эмне маанилүүрөөк: туруктуулукпу же тез алмаштыруубу?
Эгер станоктун токтоп турушу кымбат болсо, алмаштыруу ылдамдыгы көбүнчө кошумча туруктуулуктан маанилүүрөөк болот. Эгер деталь так таза өтүүнү талап кылып, алмаштыргандан кийин өлчөмдү тез кайтаруу кыйын болсо, анда монолиттүү фрезанын туруктуулугу баалуу.
Эмне үчүн алмашма пластинкалуу фреза кээде бетти бузат?
Көп учурда себеп биение, пластинанын отургучундагы кир, кырдын эскириши же системанын катуулугунун төмөндүгү болот. Адегенде оправканы, чыгынтты, детальдын бекитилишин жана пластиналардын абалын текшериңиз, анан гана фрезанын түрүн алмаштырыңыз.
Эки вариантты цехте кантип чынчыл салыштырса болот?
Бир кайталанган операцияны алып, бир станокто, бир оператор менен жана бирдей режимде салыштырыңыз. Жөн гана кырдын өмүрүн эмес, алмаштырууга кеткен мүнөттөрдү, өлчөмгө кайтууну, бет сапатын жана брак бөлүктөрдүн санын да эсептеңиз.
Инструменттин запасын кармоо керекпи?
Ооба, өзгөчө цех серия менен иштесе керек. Алмашма пластинкалуу фреза үчүн пластиналарды колдо кармашат, ал эми монолиттүү үчүн жок дегенде ошол эле өлчөмдөгү бир кошумча инструмент болгону жакшы, антпесе майда бузулуу деле токтоп турууга айланып кетет.
Кайсы вариант оюкка, кайсысы жалпак бетке жакшы?
Тар оюкка жана кичине диаметрге көбүнчө монолиттүү фреза коюлат. Кең бетте, торецте жана чоң металл алуу керек болгондо, эгер станок катуу болуп, режимдер ашыкча титирөөсүз тандалса, алмашма пластинкалуу фреза ыңгайлуураак болот.