ЧПУда метчикпи же фрезабы: кандай ыкманы тандаса болот
Метчик менен фрезанын айырмасын салыштырабыз: сынуу коркунучу, цикл убактысы жана резьбанын сапаты майда партиялар жана серия үчүн ЧПУ станогунда кандай өзгөрөрүн түшүндүрөбүз.
Эмне үчүн тандоо талаш жаратат
Чиймеде резьба жөнөкөй көрүнөт: өлчөм, кадам, допуск. Бирок иштетүүдө бир эле резьба ар башкача жүрүшү мүмкүн. Талаш көбүнчө профиль жөнүндө эмес, ката кетирүү коркунучу, баасы жана деталь серияда өзүн кандай алып жүрөрү жөнүндө болот.
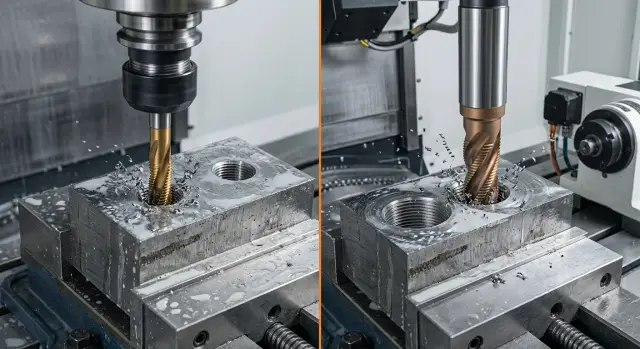
Метчик жана резьбалык фреза металды ар башка жол менен кесет. Метчик профилди дароо түзөт, ошондуктан цикл көбүнчө кыскараак чыгат. Бирок ал материалга, чипке жана тешикти так даярдоого көбүрөөк көз каранды. Резьбаны фрезерлөө жумшагыраак жүрөт: инструмент металды акырындык менен алып салат, ошондуктан күтүүсүз сынуу коркунучу көбүнчө төмөн болот. Кагаз жүзүндө жыйынтык бирдей, бирок процесстин запасы ар башка.
Деталдын материалы тандоону тез өзгөртөт. Алюминийде жана жумшак болоттордо метчик көп учурда тынч жана ылдам иштейт. Дат баспас болотто, илээшкек эритмелерде жана тыгыз материалдарда жүк көбөйөт, чип начар чыгат, ката кымбатыраак болот. Эгер сынып калган метчик деталда калса, чыгымдар көбүнчө кошумча бир нече секунддан да оор сезилет.
Тешиктин тереңдиги да көп нерсени өзгөртөт. Кыска сквозной тешикте метчик көбүнчө өзүн жакшыраак сезет. Терең же глухой тешикте чипти чыгаруу, түбүнө чейинки запас жана кысылып калуу коркунучу биринчи орунга чыгат. Ошондуктан бир эле M10 резьбасы эки башка деталда ар башка ыкманы талап кылышы мүмкүн.
Партиянын көлөмү дагы бир фактор кошот. Майда партияда цех көбүнчө ийкемдүүлүктү баалайт: программаны оңдоо жеңилирээк, башка материалга бат ыңгайлашса болот же өлчөмдү өзгөртүү оңой. Серияда болсо көбүнчө ондогон, жүздөгөн деталдар бою туруктуу жыйынтык берген ыкма тандалат.
Ошондуктан "метчикпи же фрезабы" деген суроо сейрек гана жалгыз өзү чечилет. Сиздин деталда, сиздин материалда жана сиздин көлөмдө кайсы ыкма бракты аз берерин түшүнүү маанилүү.
Метчик кайсы жерде жеңилирээк жана ылдамыраак
Метчик стандарттуу резьба жөнөкөй тешиктерде болсо, убакыт боюнча көбүнчө утат. Эгер өлчөм типтүү, материал тааныш жана программа мурда эле иштелип чыккан болсо, цикл кыска жана түшүнүктүү чыгат. Серия үчүн бул көбүнчө эң түз жол.
Метчик менен сквозной тешиктерде иштөө өзгөчө ыңгайлуу. Чиптин чыгууга жолу бар, инструментке профиль боюнча жүрүү жеңилирээк, ал эми оператор процессти көзөмөлдөөнү оңой жүргүзөт. Он чакты окшош тешиги бар деталдарда убакыт айырмасы бат эле билинет.
Жакшы мисал - орточо катуулуктагы болоттогу сквозной тешикте M8 резьбасы. Эгер бургулоо так диаметр берсе жана станок осьтүүлүктү кармап турса, метчик мындай резьбаны көбүнчө фрезадан тезирээк жасайт. 50-100 детальдык партияда деле бул убакытты кыйла үнөмдөйт.
Бирок бул ылдамдыктын шарты бар: метчик так даярдыкты жакшы көрөт. Эгер тешик керектүүсүнөн бир аз эле кичине болуп калса, жүк кескин өсөт. Инструмент оор кесет, ысыйт жана узак эскертүүсүз эле сынып калышы мүмкүн.
Кыйшайууну да начар кечирет. Эгер шпиндель, патрон же тешиктин өзү багыттан чыкса, резьба дароо ашыкча чыңалуу менен жүрөт. Чип жакшы чыкпаганда да ушундай болот, өзгөчө илээшкек материалдарда жана глухой тешиктерде.
Метчик көбүнчө шарттар алдын ала билинген жерде ыңгайлуу:
- стандарттуу кадам жана кеңири тараган өлчөм;
- сквозной тешик;
- кескин өзгөрүүсүз туруктуу материал;
- бургулоодон кийинки так диаметр;
- мурда эле жөндөлгөн кайталанма серия.
Эгер деталь жөнөкөй болсо, тешик туура даярдалса жана чип эркин чыкса, метчик ашыкча кыймылсыз эле тез жыйынтык берет. Бирок даярдык "солгундап" баштаса, катага болгон запас бат эле түгөнөт.
Фреза көбүрөөк запас берген жерлер
Фреза көбүнчө ката баасы жогору болгон жерде утат. Эгер метчик тешикте сынып калса, деталды куткаруу кээде мүмкүн болбой калат: сынык катуу тыгылып калат, аны чыгаруу кыйын жана дубалдарын оңой эле бузуп алуу мүмкүн. Резьбаны фрезерлөөдө заготовка үчүн тобокел азаят. Инструмент сынып калса да, ал көбүнчө тешикти мынчалык катуу кысып салбайт жана деталды сактап калуу мүмкүнчүлүгү кыйла жогору.
Бул өзгөчө кымбат заготовкаларда маанилүү. Деталь буга чейин көп операциядан өткөн болсо, аны акыркы этапта бир гана резьбанын айынан жоготкуңуз келбейт. Ошондуктан фреза көбүнчө дат баспас болотко, илээшкек эритмелерге жана брагы өтө кымбатка турган деталдарга тандалат.
Дагы бир плюс - диаметр боюнча ийкемдүүлүк. Эгер кадам бирдей болсо, бир резьбалык фреза менен көбүнчө бир нече жакын диаметрди траекторияны өзгөртүү аркылуу жасоого болот. Майда партияларда бул ыңгайлуу: ар бир өлчөмгө өзүнчө метчик кармоонун кереги жок, ал эми кайра жөндөө жеңилирээк өтөт.
Контроль кайсы жерде жакшыраак
Глухой тешиктерде фреза көбүнчө операторго көбүрөөк тынчтык берет. Тереңдикти так коюп, түбүндө керектүү недорез калтырып, инструментти тешиктин аягына такап коюудан сактанса болот. Метчикте түбүнө чейинки запас азыраак, ал эми эсептөөдөгү ката бат эле сынууга алып келет.
Фреза ошондой эле резьба уступка жакын же ичке дубалда жүргөндө жардам берет. Инструмент жумшагыраак кирет, жүк мынчалык кескин өспөйт жана процессти конкреттүү геометрияга ылайык оңой жөндөсө болот.
Дагы бир практикалык плюс бар. Эгер резьба бир аз кысыгыраак чыкса, программаны жүздөн бир миллиметрге чейин оңдоп, кайра өтүп кетүүгө болот. Метчикте мындай эркиндик дээрлик жок. Серия үчүн бул дайыма эле чечүүчү далил болбосо да, сыноо партияларында, оснасткада жана кымбат корпустук деталдарда мындай запас көп учурда узак циклди актайт.
Сынууга эң көп эмне таасир этет
Инструмент сейрек бир гана себептен сынат. Көбүнчө төмөнкүдөй байланыш иштейт: оор материал, узун резьба, чиптин начар чыгышы жана алсыз кысуу. Мындай шартта метчик биринчи деталдын аягына жетпей эле сынып калышы мүмкүн.
Адегенде материалга, кадамга жана резьбанын узундугуна карашат. Илээшкек болотто жана дат баспас болотто чип тартылат, жабышат жана жүктү бат көтөрөт. Майда кадам да көрүнгөндөн кооптуу: тиш ичкерээк иштейт, ал эми берүүдөгү ката дароо кырка таасир этет. Резьба узун болсо, жүк дээрлик бүт цикл бою сакталат жана бекемдик запасы бат эле азаят.
ЧПУда резьба салууда режим гана эмес, механика да чоң роль ойнойт. Шпиндельдин биениясы, инструменттин өтө узун чыгып турушу жана жумшак кысуу ишти башынан эле бузат. Метчик үчүн бул көп учурда кысылып калуу менен аяктайт. Фреза дароо сынып кетпеши мүмкүн, бирок өлчөмдү улантып ууванып, профильди бузуп баштайт.
Чип жана СОЖ күтүлгөндөн да күчтүү таасир берет. Эгер чип тешиктен чыкпай калса, ал кайра кесүүчү бөлүктүн алдына түшөт. Инструмент кесүүнүн ордуна сүрүлө баштайт, кийин жылуулук өсөт да, сынуу убакыт маселесине айланат. Глухой тешиктерде бул өзгөчө тез көрүнөт.
Режимдерди бир инструменттен экинчисине текшербей көчүрүүгө болбойт. Метчик менен фрезанын кесүү схемасы жана каталарга сезимталдыгы ар башка. Резьбаны фрезерлөөдө тынч иштеген нерсе ЧПУ үчүн метчикти дароо ашыкча жүктөшү мүмкүн. Ал эми фреза үчүн өтө этият режим циклди ашыкча узартып, беттин сапатын начарлатышы мүмкүн.
Эскирүүнүн биринчи белгилерин дароо кармап калганы жакшы. Адатта алар мындай көрүнөт:
- шпиндельдеги жүк өсөт;
- кесүү үнү өзгөрөт;
- чип караңгыраак же жабышкак болуп калат;
- биринчи бурулуштарда бурчак пайда болот;
- резьбанын өлчөмү "сүзүп" баштайт.
Эгер ушундай белгилер байкалса, инструментти партиянын аягына чейин "эзип" иштетпеңиз. 20 деталь эрте алмаштырган бир топ арзан, анткени деталды, оснастканы жана станокту токтотууга кеткен убакытты жоготуп алуу мындан кымбатка турат. Сынууну көп учурда кокустук эмес, майда белгилерди байкабай коюу жаратат.
Цикл убактысын эмне чындап өзгөртөт
Бир эле тешикке карасаңыз, метчик көбүнчө ылдамыраак. Жөнөкөй серияда, материал тааныш болуп, тешик так даярдалып, резьбанын узундугу аз болсо, ал ар бир детальда бир нече секунд утушу мүмкүн. Жүздөгөн тетиктерде бул уже байкаларлык.
Фреза адатта жайыраак кесет. Ал резьбаны бир жолу эмес, траектория боюнча жасайт, ошондуктан бир тешикке кеткен таза станок убактысы көбүнчө жогору болот. Майда партияда бул дайыма эле маанилүү эмес, бирок узак серияда станоктун жүктөлүшүнө таасир этет.
Бирок цикл убактысын программаны карап эле эсептешпейт. Эгер метчик деталда сынып калса, станок токтойт. Оператор сыныкты чыгарат, деталды текшерет, кээде партиядан алып салат, анан иштетүүнү кайра баштайт. Бул жоготуулар секундалардагы утушту бат эле жеп коёт.
Ушул эле нерсе брака жана кошумча контролго да тиешелүү. Процесс тең эмес жүргөндө адамдар резьбаны көбүрөөк өлчөйт, станокту текшерүү үчүн бат-бат токтотот жана берүүнү этият көтөрөт. Программа кыска болушу мүмкүн, бирок сменадагы чыныгы чыгаруу азаят.
Практикада цикл убактысын төрт нерсе өзгөртөт:
- бир тешикке канча секунд кетет;
- инструмент канча жолу сынып же эскирип токтойт;
- канча деталь кошумча текшерүүгө же кайра иштетүүгө муктаж болот;
- токтоп калган соң кайра иштетүүгө канча мүнөт кетет.
Жөнөкөй мисал: 200 детальдан турган партия бар, ар биринде 4төн резьбалык тешик. Метчик ар бир тешикте ылдамыраак болушу мүмкүн, бирок сменанын ортосунда бир жолу сынуу токтоп калууга, коңшу деталдарды текшерүүгө жана инструментти алмаштырууга алып келет. Фреза жайыраак өтөт, бирок тынчыраак иштейт, өзгөчө материал илээшкек болсо же резьба каталарга сезимтал болсо.
Ошондуктан серияда кесүү убактысын эле эмес, сюрпризсиз иштеген убакытты да эсептешет. Майда партияларда болсо жыйынтык андан да жөнөкөй: эгер ар түрдүү деталдарды тез баштап, сынып калуу тобокелине кирбей иштегиңиз келсе, узагыраак операция жалпы смена боюнча кээде тезирээк чыгып калат.
Резьбанын сапатын кантип текшерүү керек
Бир эле калибр өткөрүү жетишсиз. Ал резьба өлчөмү жалпы алганда туура экенин көрсөтөт, бирок ал эмне үчүн жыйноодо сорулуп калышы же каршы деталды тез эскиришке алып келиши мүмкүн экенин түшүндүрбөйт. ЧПУда резьба салганда өлчөмдү, форманы жана беттин абалын да караган жакшы.
Адегенде резьбанын кире беришин караңыз. Эгер биринчи бурулуштарда эзилүү, сынык же көзгө көрүнөрлүк бурчак болсо, деталь жыйноодо көйгөй жаратат. Анан профилди караңыз: бурулуштар тегиз, жыртылган четтерсиз жана жаркыраган сайылмаларсыз болушу керек. Акыркы бурулуштарды да өзүнчө текшерүү керек. Дал ошол жерде инструмент материалдан кандай чыкканы жана резьбанын учун бузбаганы көрүнөт.
Текшерүүнүн кыска схемасы мындай:
- жарыкта кире беришти жана 2-3 биринчи бурулушту караңыз;
- каптал бетин сызык, жабышуу жана жыртылган издер боюнча текшериңиз;
- инструмент чыккан соң акыркы бурулуштарды баалаңыз;
- резьбаны калибр менен өтүп, күчүн эталон деталь менен салыштырыңыз.
Эгер калибр оор өтсө, дароо өлчөмгө жүктөбөңүз. Себеби бурчакта, чиптин начар чыгышында же капталдардын оройлугунда болушу мүмкүн. Резьбаны фрезерлөөдө капталдарда өтүү изи көбүрөөк көрүнөт, метчикте болсо кире бериштин эзилиши жана чип жакшы чыкпаса кир жыйынтык көбүрөөк кездешет.
Деталдарды ар башка убакта салыштырыңыз
Жөндөөлөрдөн кийинки биринчи деталь менен бир сааттан кийинки деталь көбүнчө айырмаланат. Станок жылыйт, шпиндель жана түйүндөр иш режимине чыгат, өлчөм бир аз жылышы мүмкүн. Ошондуктан биринчи жарактуу деталды үлгү катары сактап, кийин жылынгандан кийинки деталдар менен салыштыруу жакшы. Жөн эле калибрге карап койбоңуз.
Эгер резьба тыгыз жыйноо үчүн керек болсо, дагы бир жөнөкөй нерсени текшериңиз: чыныгы каршы деталь кол менен кантип кирет. Бул сыноо калибр кээде өткөрүп жиберген нерсени бат көрсөтөт жана сапаттын чыныгы сүрөтүн берет.
Өзүңүздүн деталыңызга кантип тандаса болот
Эгер метчикпи же фрезабы деген суроо болсо, адатка таянып чечпеңиз. Алгач детальдын өзүн караңыз. Материал, диаметр, кадам жана резьбанын тереңдиги көп учурда тандоону дароо тарылтат.
Жумшак материалдарда жана кадимки өлчөмдөрдө метчик көбүнчө эң кыска циклди берет. Бул өзгөчө жүздөгөн жолу кайталанган тешиктери бар серияда байкалат. Бирок илээшкек дат баспас болотто, катуу болотто же чоң тереңдикте метчиктин катага болгон запасы аз.
Глухой жана сквозной тешиктерди дароо бөлүп кароо керек. Сквозной тешикте чип чыгууга жеңилирээк, ошондуктан метчик көп учурда тынч иштейт. Глухой тешикте орун аз, ал эми сынуу коркунучу өсөт, өзгөчө резьба түбүнө жакын болсо. Мындай тапшырмада фреза көбүнчө тереңдикти жана кире бериш формасын жакшыраак көзөмөлдөйт.
Дагы бир так эсеп - детальдын баасы жана станок токтоп калуунун баасы. Эгер корпус кымбат болсо жана сынып калган инструмент ичине сынык калтырса, тез циклден чыккан үнөм бат эле жоголот. Арзан сериялык деталда башкача: эгер материал туруктуу болуп, процесс жакшы жөндөлгөн болсо, метчик бир тешикке арзаныраак түшөт.
Ишке киргизердин алдында беш нерсени текшерип алуу пайдалуу:
- деталь кандай материалдан жасалган жана партиядан партияга канчалык туруктуу;
- кандай өлчөмдөгү резьба керек жана анын жумушчу тереңдиги кандай;
- тешик глухойбу же сквознойбу;
- бир детальдын брагы канча турат жана станоктун токтоп калуусу канчага түшөт;
- 3-5 деталдагы сыноо убакыт, эскириш жана резьбанын сапаты боюнча эмнени көрсөттү.
Сыноо сериясы баарын бат ордуна коёт. Мисалы, сизде болоттон жасалган, глухой тешиктүү M12 резьбасы бар 5 деталь болсо, метчик жакшы жыйынтык бериши мүмкүн, бирок бир эле сынуу тандоону өтө кымбат кылат. Ал эми бул жөнөкөй алюминий деталдардын сквозной M6 партиясы болсо, метчик көп учурда убакыт боюнча утат жана сапаттан көп жоготпойт.
Тандоону бир гана сан менен чечпеңиз. Циклди, бракты жана инструмент канчалык тез өлчөмүн жоготуп жатканын чогуу караңыз.
Жыйынтыкты тез бузган каталар
Брак көбүнчө ыкманын өзүнөн эмес, даярдыктагы майда жаңылыштыктардан чыгат. Алар инструменттин ресурсун бат жеп, циклди узартып, резьбанын сапатын бузат.
Көйгөй көбүнчө биринчи детальга чейин эле башталат. Кеңири тараган ката - эски таблица боюнча тешиктин диаметрин алуу да, материалды эске албоо. Алюминий, болот жана дат баспас болот үчүн резьба алдындагы даярдык ар башка иштейт, ошондуктан метчик биринчи бурулуштардан эле кысыла башташы мүмкүн.
Глухой тешикте чип дароо чыгышы керек. Эгер андай болбосо, метчик кысылып калат, ал эми резьбаны фрезерлөөдө түбүндө калибрдин таза өтүшүнө тоскоол болгон издер калат.
Инструменттин өтө узун чыгып турушу дээрлик дайыма ашыкча вибрация берет. Майда диаметрде бул өзгөчө жакшы көрүнөт: профиль жылып кетет, ал эми кыры күтүлгөндөн тез эскирет.
Дагы бир кеңири ката - бир гана ийгиликтүү детальдан кийин берүүнү көтөрүү. Бир деталь инструмент 15 же 30 тешиктен кийин кандай жүрөрүн көрсөтпөйт. Коррекция менен да көйгөй көп болот: инструмент буга чейин бир аз башкача кесип калган, ал эми оператор эски маанилер менен иштөөнү улантып, калибрдин оор өтүшүн же профильдин бузулушун алат.
Эң жаманы, бул каталар сейрек жалгыз келет. Мисалы, дат баспас болотто кичине тешик, глухой түбү жана жогору берүү метчикти эки-үч детальда эле сындырып салышы мүмкүн. Фрезада сынуу сейрек болот, бирок резьбанын өлчөмү жылып, бул да бракка айланат.
Нормалдуу практика жөнөкөй: чындап чыккан тешик диаметрин текшерүү, чыгуу узундугун кыскартуу, инструментке туруктуу режим берүү жана эскиришке жараша коррекцияны кайра кароо. Мындай ыкма көбүнчө инструментти да, партияны да сактап калат.
Майда партия үчүн жана серия үчүн мисал
Цехтин адаты эмес, ката баасы жана партиянын көлөмү маанилүүрөөк.
Кымбат деталдардын майда партиясында этияттык көп учурда таза ылдамдыктан маанилүүрөөк. Дат баспас болоттон жасалган глухой тешиктүү 12 корпус деп элестетиңиз. Заготовка буга чейин дээрлик бардык операциядан өттү, ал эми акыркы этаптагы брак абдан кымбатка турат. Эгер метчик тешикте сынып калса, деталды толугу менен жоготуп коюшуңуз мүмкүн. Мындай учурда резьбаны фрезерлөө көбүнчө тынчыраак: цикл узагыраак, бирок инструмент сейрек катуу кысылып калат жана размерди программа менен бир аз оңдоп коюу жеңилирээк.
Бир деталда фреза секундалар боюнча утулушу мүмкүн. Бирок бүт партияда ал көп учурда жалпы тобокел баасын азайтат. Бул өзгөчө материал илээшкек болгондо, чип оор чыкканыда жана тешик каталарды кечирбегенде айкын көрүнөт.
Серияда сүрөт көп учурда башкача. Айталы, сквозной M8 тешиктери бар 800 жөнөкөй болот деталы керек. Материал тегиз кесилет, шарттар кайталанат, чипти чыгаруу жеңил. Бул жерде метчик көбүнчө жакшы темп берет. Эгер режимдер мурда эле такталган болсо жана алдын ала тешиктин диаметри туруктуу кармалса, ар бир тешиктеги цикл кыскараак чыгат. Чоң серияда бир нече секунддун айырмасы бат эле сааттардагы станок убактысына айланат.
Бирок бул жерде да адатка таянып чечкен жакшы эмес. Кыска сыноо көп учурда чыныгы жооп берет:
- инструментти текшерүү үчүн 10-20 деталь;
- чыныгы цикл убактысын көзөмөлдөө;
- биринчи детальдардан жана ортоңку прогон учурунда өлчөө;
- чипти, кесүү үнүн жана эскиришти баалоо.
Эгер сыноодон кийин метчик таза, моментте секириксиз иштесе, серия көбүнчө темп боюнча утат. Эгер сыноонун өзүндө эле материал тартылып, резьба "жылып" баштаса же сынуу коркунучу көрүнсө, фреза узагыраак циклге карабай көбүнчө арзаныраак чыгат.
Ишке киргизердин алдындагы тез текшерүү
Серия баштоодон мурдагы алгачкы 10 мүнөт кийинки бир сааттык оңдоодон да көп нерсени чечет. Бир майда нерсе өтүп кетсе, метчик биринчи деталда эле сынып калышы мүмкүн, ал эми резьбалык фреза допусктун четинде өлчөм бериши мүмкүн.
Адегенде даярдалган тешиктин диаметрин текшериңиз. Бир нече жүздөн бир гана айырма инструментке түшкөн жүктү өзгөртөт: метчик үчүн бул ашыкча айландыруу моменти, фреза үчүн металлды көбүрөөк алуу жана убакыттын өсүшү. Биринчи тешикти азыр эле өлчөп коюу, кийин инструмент сыныгын детальдан чыгаргандан алда канча оңой.
Андан кийин программаны шпиндельде турган чыныгы инструмент менен салыштырыңыз. Метчик үчүн кадамды, багытты, тереңдикти жана катуу резьба салуу режимин текшериңиз. Фреза үчүн - инструменттин диаметри, траектория, кирүү жана өтүүлөрдүн саны. Бул жердеги ката майда көрүнөт, бирок брак дароо чыгат.
СОЖ түздөн-түз кесүү зонасына жетиши керек. Эгер агым башка жакка кетсе, чип тешикте калат, резьба жыртылат жана инструмент ысыйт. Глухой тешиктерде бул эң бат көрүнөт.
Серия алдында жанында кыска контролдук топтому болсо жакшы:
- керектүү резьба өлчөмүндөгү калибр;
- белгиленген биринчи контроль деталь;
- кадам, тереңдик жана допуск боюнча жазуу;
- биринчи өлчөөнүн түшүнүктүү тартиби.
Дагы бир маанилүү жагын старттан мурун сүйлөшүп алуу керек, биринчи он детальдан кийин эмес. Оператор жана наладчик серия кайсы белги боюнча токтой турганын бирдей түшүнүшү керек: калибр оор өтөт, адаттан тыш үн чыгат, шпиндельдин жүгү өсөт, бурчак пайда болот же өлчөм жылат.
Мындай кыска контроль да жалгыз деталда, да узун серияда керек. Теориядан эмес, биринчи текшерилген детальдан баштоо жакшы.
Андан ары эмне кылуу керек
Эгер суроо мындай турса: метчикпи же фрезабы, аны адат менен чечпеңиз. Бир эле детальды, бир эле материалды жана жок дегенде 20-50 даана партияны алыңыз. Дал ушундай тест гана таблицада эмес, иш жүзүндө көрүнгөн айырманы көрсөтөт.
Эки ыкманы тең бирдей шартта иштетиңиз: бир станок, бир контролдоо программасы, бир СОЖ, операцияга чейинки тешиктин бирдей өлчөмү. Анан жалпы таасирди эмес, жөнөкөй сандарды жазыңыз:
- бир детальга кеткен цикл убактысы;
- партиядан кийинки инструменттин эскириши;
- брактын саны жана себеби;
- кесүү учурунда чиптин жүрүшү.
Мындай жазуу ашыкча талаштарды бат жок кылат. Көп учурда метчик убакыт боюнча утат, бирок илээшкек материалда же терең тешиктерде ката бере баштайт. Резьбаны фрезерлөө көбүнчө жайыраак жүрөт, бирок татаал шарттарды тынчыраак көтөрөт жана инструмент сынып калса, катаны мынчалык катуу жазалабайт.
Сыноодон кийин процесс картасында бир эле ыкманы жалгыз туура вариант катары калтырбай эле койгон жакшы. Негизги вариантты жана запас вариантты дароо бекитиңиз. Мисалы, туруктуу заготовкадагы серия үчүн метчикти калтырып, майда партияларда, жаңы материалдарда же кымбат деталдарда фрезаны резерв катары кармоого болот.
Эгер сиз ыкманы гана эмес, ошондой операциялар үчүн станокту жана оснастканы да тандап жатсаңыз, аны сатып алуудан мурда талкуулаган оң. EAST CNC, Казахстандагы Taizhou Eastern CNC Technology Co., Ltd. компаниясынын расмий өкүлү, металл иштетүү үчүн ЧПУ станоктору менен иштейт, жабдуу тандоого, ишке киргизүүгө жана сервиске жардам берет. Бул "орто эсепте эмне тез" экенин эмес, сиздин деталдарыңызда, сиздин материалыңызда жана сиздин көлөмүңүздө эмне туруктуу иштей турганын түшүнүү керек болгондо пайдалуу.
FAQ
Демейкиде эмнени тандайбыз: метчикпи же фрезабы?
Эгер материал жумшак болсо, тешик сквозной болсо жана резьбанын өлчөмү стандарттуу болсо, адатта адегенде метчиктен башташат. Ал көп учурда циклди кыскараак кылат. Эгер материал илээшкек болсо, тешик глухой болсо же деталь кымбат болсо, көбүнчө резьбалык фрезаны караган оң. Ал катага көбүрөөк запас берет.
Кайсы учурда метчик чындап пайдалуу?
Метчик кайталанма деталдарда, кадимки резьбада жакшы иштейт, эгер алдын ала бургулоо өлчөмү туруктуу кармалып турса. Сквозной тешиктерде, өзгөчө алюминийде же жөнөкөй болотто, ал көп учурда ылдамыраак жана колдонууга жеңил. Бул вариант серия үчүн жакшы, эгер процесс алдын ала текшерилген болсо жана чиптер тоскоолдук кылбаса.
Кайсы учурларда дароо резьбалык фрезаны алган оң?
Фрезаны көбүнчө брак кымбат турган жерлерде тандашат. Эгер инструмент тешикте сынып калса, метчик сынып калгандагыга караганда деталды сактап калуу мүмкүнчүлүгү жогору. Ал ошондой эле дат баспас болотто, илээшкек эритмелерде, глухой тешиктерде жана размерди программа менен жай оңдоп туруу керек болгон сыноо партияларында ыңгайлуу.
Метчик көбүнчө эмнеден сынып калат?
Көбүнчө метчикти бир эле ката эмес, бир нечеси чогуу сындырат. Даярдалган тешиктин диаметри кичине болушу, чиптин начар чыгышы, чоң чыгуу узундугу, кыйшайуу жана өтө жогору берүү бат эле сынууга алып келет. Бул өзгөчө дат баспас болотто, майда кадамда жана узун резьбада көп болот.
Глухой тешик үчүн кайсысы жакшы?
Глухой тешиктерде көбүнчө фреза тынчыраак иштейт. Аны менен тереңдикти так коюп, түбүнө чейин белгилүү бир запас калтыруу оңой, инструментти тешиктин аягына такап жиберүү коркунучу азаят. Метчик мындай тапшырмада өтө так даярдыкты талап кылат. Эгер чип чыгууга орун аз болсо, кысылып калуу коркунучу тез өсөт.
Фреза убакыт боюнча дайыма утулуп калабы?
Жок, дайыма эмес. Бир тешикте метчик көп учурда ылдамыраак, бирок сменанын чыныгы убактысын токтоолор, брак жана инструмент алмаштыруу да аныктайт. Эгер метчик ката берип жатса, анын секундалардагы артыкчылыгы бат эле жоголот. Татаал материалда фреза бүт партия боюнча арзаныраак болуп чыгышы мүмкүн.
Бир эле фреза менен бир нече өлчөмдөгү резьбаны жасоого болобу?
Көбүнчө ооба, эгер резьбанын кадамы бирдей болуп, диаметрлер бири-бирине жакын болсо. Андайда инструментти эмес, траекторияны өзгөртүшөт. Бул майда партияларда жана деталдар бат-бат алмашканда ыңгайлуу. Бирок иштетүүнү баштоодон мурда конкреттүү өлчөм диапазонун жана түйүндүн катуулугун текшерип алуу жакшы.
Деталдагы резьбанын сапатын кантип бат текшерсе болот?
Алгач резьбанын кире беришине жана биринчи бир нече бурулушуна көңүл буруңуз. Эгер ал жерде бурчак, эзилүү же жыртык из бар болсо, жыйноодо көйгөй чыгышы мүмкүн. Андан кийин калибр менен текшерип, күчүн кадимки деталь менен салыштырыңыз. Акыркы бурулуштарды да карап коюу пайдалуу, анткени инструменттин иштен чыгышы көбүнчө ошол жерде көрүнөт.
Калибр оор өтсө эмне кылуу керек?
Дароо өлчөмгө шек келтирүүгө шашылбаңыз. Көп учурда кире бериштеги бурчак, чиптин жабышып калышы же капталдардын орой беттери тоскоолдук кылат. Алгач резьбаны жарыкта карап чыгып, биринчи жана акыркы бурулуштарды текшериңиз, анан кайра көзөмөлдөңүз. Маселе калса, тешиктин диаметрине, инструменттин эскиришине жана коррекцияга көңүл буруңуз.
Серияны баштар алдында кантип чечим кабыл алабыз?
Серияны баштоодон мурда ошол эле шарттарда бир нече деталда кыска сыноо жасаңыз. Циклдин секундаларын гана эмес, инструменттин эскиришин, өлчөмдүн туруктуулугун, кесүү үнүн жана чиптин жүрүшүн да салыштырыңыз. Андан кийин негизги ыкманы жана запас вариантты калтырыңыз. Туруктуу серия үчүн көбүнчө метчик ылайыктуу, ал эми кымбат деталдарда, жаңы материалдарда жана тобокелдүү тешиктерде фрезаны иш жүзүндөгү алмаштыргыч катары кармаган жакшы.