Кутуча тибиндеги багыттагычтар же сызыктуу: иште кайсысы жакшы
Кутуча тибиндеги багыттагычтар же сызыктуу багыттагычтар кайсысы ЧПУ станокто орой иштетүү, беттин тазалыгы жана оор режимдер үчүн жакшыраак экенин талдайбыз.
Тандап баштоонун жолу
Кайсысы жакшы — кутуча тибиндеги же сызыктуу багыттагычтарбы — деген талаш тез эле инженердик сүйлөшүүдөн чыгып кетет. Бул айырманы цех ээси да, технолог да, оператор да байкайт. Андан металлды канча алууга болору, кескенден кийинки изи жана сменанын аягында өлчөм канчалык туруктуу сактылары көз каранды.
Эгер цех жеңил деталдарды аз партия менен чыгарса, бир станок дээрлик бардык ишке ылайык көрүнүшү мүмкүн. Бирок оор даярдоолор, терең өтүүлөр жана узак цикл ишке киргенде көрүнүш өзгөрөт. Жука таза иштетүүдө жакшы иштеген машина орой иштетүүдө дайыма эле жүккө ошондой тынч туруштук бере бербейт.
Адатта айырма үч нерседен билинет:
- станок бир өтүүдө канча металлды ашыкча вибрациясыз алат;
- кескичтен кийин кандай из калат;
- өлчөм сериянын башында эле эмес, бүтүндөй партияда канчалык туруктуу сакталат.
Багыттагычтын тиби тапшырмага туура келсе, оператор ар бир жолу станокту ылдамдыкты азайтып "тынчытууга" мажбур болбойт. Эгер тандоо жалпы таасир менен жасалса, тааныш жоготуулар башталат: кошумча таза өтүү, жай орой иштетүү, ысыгандан кийин өлчөмдү оңдоо.
Тандоону деталь боюнча жөнөкөй маалыматтардан баштаган жакшы: даярдоонун салмагы, материалы, керек кесүү тереңдиги, уруксат берилген оройлук жана жүк астында иштөө убактысы. Алюминий втулка менен оор болот даярдоосу үчүн тандоо дээрлик эч качан бирдей болбойт.
Чакан цех жеңил деталдар үчүн ылдам станок алып, алгачкы айларда ыраазы болушу мүмкүн. Анан оор корпустарга заказ түшөт да, оор режимдерде машина мурдагыдай ишенимдүү кесип бербей калганы билинет. Берүүнү азайткан сайын цикл узарат, беттин сапаты да деталдан деталга өзгөрө баштайт.
Жабдууну тандаганда схеманын аталышына эмес, цехтеги чыныгы ишке караган оң. Суроо жөнөкөй: станок күн сайын кайсы жүктү кошумча компромисссиз көтөрүшү керек.
Эки схема кантип иштейт
Айырма түйүндүн кыймылынын өз принципинен башталат. Кутуча тибиндеги схема боюнча түйүн кең багыттагыч беттердин үстү менен жылат. Сызыктуу багыттагычта каретка рельс менен шарик же ролик аркылуу жүрөт, ошондуктан огу жеңилирээк жылат.
Кутуча тибиндеги багыттагычтарда тийишүү аянты чоң. Жүк тар аймакка эмес, кең таянычка бөлүштүрүлөт. Бул кесүүнүн күчтүү таасирин, чоң даярдоонун салмагын жана орой режимдерде көп кездешкен кескин соккуларды тынчыраак көтөрүүгө жардам берет.
Бирок мындай чечимдин баасы бар. Жылма тийишүү ролик же шарикке караганда көбүрөөк сүрүлүү берет. Огу адатта анчалык оңой ылдамдабайт, ал эми майлоого жана беттердин абалына көңүл буруу керек. Бирок оор кесүүдө мындай схема көбүнчө тыгызыраак жана тынчыраак иштейт.
Сызыктуу багыттагычтар башкача түзүлгөн. Алардагы тийишүү азыраак, кыймылга каршылык да төмөн. Ошондуктан октор позицияга бат чыгат, ылдам жүрүштөрдү жеңилирээк кармайт жана буйрукка жандуураак жооп берет. Сериялык иште бул чоң плюс: операциялар ортосундагы бош жүрүштөргө аз убакыт кетет.
Оператор айырманы биринчи күндөрү эле сезет. Кутуча тибиндеги багыттагычтуу станок бир аз оор кыймылдайт, бирок кесүүдө көбүнчө жыйнактуу сезилет. Сызыктуу багыттагычтуу машина чекиттердин ортосунда тезирээк өтүп, ылдамдыкты жеңилирээк алат. Кутуча схемасында орой алууда вибрация көбүнчө төмөнүрөөк болот, ал эми сызыктуу схемада октордун жеңилдиги жакшы сезилет.
Практикада баары жөнөкөй. Эгер станок бүт күн бою чоң припускты оор даярдоодон алып жатса, кутуча тибиндеги схема жүктү көбүнчө туруктуураак көтөрөт. Эгер тез көчүп, ордун бат-бат алмаштырып, циклди кыскартуу керек болсо, сызыктуу түрү адатта ыңгайлуураак.
Кайсы учурда кутуча тибиндеги багыттагычтар жакшы натыйжа берет
Кутуча тибиндеги багыттагычтар сокку менен жүргөн жана жүк улам өзгөрүп турган иште өзүн жакшы көрсөтөт. Бул куюм даярдоолордо, согуу бөлүктөрдө жана үзүлмө кесүү болгон деталдарда өзгөчө байкалат. Кескич металлга кирип, кайра чыгып турган сайын станок бир катар сокку алат. Оор база жана чоң тийишүү аянты ошол соккуларды басаңдатууга жардам берет.
Орой иштетүүдө айырма дароо көрүнөт. Эгер оператор чоң кесүү тереңдигин алып, бир өтүүдө көбүрөөк металл алууга аракет кылса, кутуча схемасы көбүнчө тынчыраак иштейт. Станок азыраак силкинет, инструмент сызыкты туруктуураак кармайт, режимди ылдамдыктын же берүүнүн эсебинен жумшартууга да муктаждык аз болот.
Бул кутуча тибиндеги багыттагычтар дайыма эң жогорку ылдамдык берет дегенди билдирбейт. Алардын күчтүү жагы башкада. Деталь оор, катуу жана кесүүгө чоң каршылык жаратканда жүктү жакшы көтөрөт. Массивдүү валда, ступицада же корпустук деталда мындай туруктуулук көп учурда тез бош жүрүштөн маанилүүрөөк.
Көбүнчө бул схема коркасы бар жана бети тегиз эмес куюм корпустарын орой иштетүүгө, ири даярдоолордо терең өтүүлөргө жана ар бир ашыкча сокку дароо титиреткен оор деталдар менен иштөөгө ылайыктуу. Эгер цехке металлды көбүрөөк алуу керек болуп, октордун рекорддук динамикасы анчалык маанилүү болбосо, кутуча тибиндеги багыттагычтар көбүнчө акылга сыярлык көрүнөт.
Дагы бир артыкчылыгы бар. Бул жерде станоктун өз массасы ишке пайда алып келет. Оор станина жана түйүндөр жүктүн кокус өзгөрүшүнө азыраак реакция кылат. Операторго узак сменада туруктуу режимди кармоо жеңилирээк, өзгөчө партия чоң болуп, даярдоолор бири-биринен бир аз айырмаланганда.
Бет да көп учурда бир аз жакшыраак чыгат, бирок кутуча схеманы адатта таза өтүү үчүн эмес, башка максат үчүн тандашат. Себеби жөнөкөй: эгер түйүн оор кесүүдө азыраак термелсе, инструмент калтырган из да тынчыраак болот. Оор куюм даярдоодо бул кийинки өтүүгө кеткен ишти да азайтышы мүмкүн.
Кайсы учурда сызыктуу багыттагычтар ыңгайлуураак
Сызыктуу багыттагычтар көбүнчө станок көп кыймылдап, бир өтүүгө аз убакыт кеткен жерде тандалат. Эгер цикл кыска болуп, позициялар ортосунда ылдам жүрүштөр көп болсо, октордун жеңил кыймылы убакыт жагынан дароо сезилет.
Бул сериялык деталдарда жакшы көрүнөт. Бир сменада беш корпус эмес, эки жүз бирдей втулка жасоо керек болсо, ар бир циклден 4-6 секунд үнөмдөө эле жалпы чыгарууну жакшы көбөйтөт.
Аз металл алынган таза өтүүлөрдө да сызыктуу схема көп учурда ыңгайлуураак. Бул жерде жүк төмөн, бирок октун түз жана ашыкча инерциясыз жүрүшү маанилүү. Мындай режимде берүү туруктуураак кармалат, ал эми инструмент менен режим туура тандалса, бет да көбүнчө алдын ала болжолдонгондой чыгат.
Сызыктуу багыттагычтар күчтөн көрө секундаларды эсептеген жерде утат. Бул технологиясы түшүнүктүү, маршруту мурда эле иретке келтирилген кайталанма деталдар үчүн кадимки жагдай: станок күн сайын бир эле ишти аткарат.
Алар өзгөчө ылайыктуу, эгер деталь кичине же орто болуп, октор иштетүү зоналарынын ортосунда бат-бат өтүп, негизги иш таза өтүүлөрдө болуп, партия чоң болсо жана цикл убактысы туруктуу болушу керек болсо.
Жөнөкөй мисал: цех ЧПУ токардык станокто фланец партиясын иштетет. Орой алуу эми эң оор эмес, бирок кайталоо көп — жакындатуу, кесүү, чыгаруу, позицияны алмаштыруу, кайра жакындатуу. Мындай иште тез жана жеңил жүрүштөр ашыкча катуулуктан көрө көбүрөөк пайда алып келет, айрыкча ал запас колдонулбай калса.
Практикада бул дагы бир артыкчылык берет: оператор деталдан детальга бирдей натыйжа алуу жеңилирээк болот. Өлчөм аз "калкып", бет бир калыпта чыгат, биринчи менен жүзүнчү детальдын ортосундагы убакыт да анчалык өзгөрбөйт.
Оор режимдерде эмне болот
Оор режим станоктун алсыз жерлерин бат көрсөтөт. Кесүү тынч жүрүп жатканда схемалардын айырмасы чоң эмес сыяктуу сезилиши мүмкүн. Бирок терең алуу, үзүлмө кесүү жана чоң берүүдө түйүндөр таптакыр башка жүк алат.
Станокко эң катуу соккон нерсе — сокку учурлар. Кескич металлга кирет, чыгат, өзгөрмө күкүмгө жолугат, жана ошол ар бир кирүү суппортко, шпиндельге жана багыттагычтарга сокку өткөрөт. Кутуча схемасы мындай соккуларды көбүнчө чоң тийишүү аянты жана жакшыраак басаңдатуу эсебинен тынчыраак көтөрөт. Сызыктуу схема жеңил жүрүш жана ылдамдык жагынан утат, бирок орой күч кесүүдө каретканын көлөмүнө, станинанын катуулугуна жана жыйноонун сапатына көбүрөөк көз каранды болот.
Оор сменада бир гана схема баарын чечпейт. Майлоо жана күкүмдөн коргоо дээрлик ошончолук маанилүү. Эгер май бир калыпта берилбесе, багыттагыч ысып, бат эскирип, жылмакайлыгын жоготот. Эгер коргоонун астына майда күкүм толуп калса, ал абразив сыяктуу иштейт. Ошондо жакшы станок да эрте люфт, октогу солкулдоо жана деталь бетиндеги издерди ала баштайт.
Бир нече саат орой иштегенден кийин тактык дээрлик дайыма азайып баштайт. Түйүндөр ысып, металл кеңейет, өлчөм жылат. Алгач оператор майда белгилерди байкайт: диаметр аздап өсөт же конустуулук пайда болот. Андан кийин бетке толкун кошулат, таза өтүү болсо сменанын башындагы натыйжаны бербей калат.
Көбүнчө кооптуу белгилер мындай:
- сменанын аягында өлчөм өзгөрүп кетет;
- ошол эле режимде бет рябдүү болуп калат;
- программа өзгөрбөсө да кесүүнүн үнү өзгөрөт;
- коргоо менен салазкада майда күкүм тыгылып калат.
Дагы бир көп кездешкен ката бар: баарын багыттагычка шылташат, бирок маселе детальдын кысылышында болот. Начар патрондук кысуу, узун даярдоонун алсыз таянычы же припусктын туура эмес тандалышы каалаган станокто эле көрүнүштү тез бузат. Деталь термелип баштайт, кескич вибрацияны кармайт, беттин тазалыгы жоголот. Мындай учурда эки схема тең өз мүмкүнчүлүгүнөн начарыраак натыйжа көрсөтөт.
Ошондуктан оор режим үчүн станок тандаганда багыттагычтын түрүн эле сурабай, майлоо кантип берилерин, октор канчалык жакшы корголгонун, түйүндөрдүн салмагын жана машина узак сменадан кийин өлчөмдү кантип сактай турганын да билүү пайдалуу.
Өз деталыңызга кантип тандоо керек
Мындай тандоону жалпы талаш менен эмес, бир деталь же окшош деталдардын тобу боюнча чечкен жакшы. Бир эле станок прутоктон жасалган втулкаларга ылайыктуу болуп, оор куюм корпус үчүн ыңгайсыз болуп калышы мүмкүн.
Алгач баштапкы маалыматты кагазга түшүрүңүз. Бул жерде эскерүү көп алдайт, ал эми сатуучуга же технологго жалпы сөз эмес, сандар керек.
- кайсы материалды иштетесиз;
- ишке кандай даярдоо келет: пруток, согуу, куюм же алдын ала кыркылган заготовка;
- канча припуск аласыз жана кадимки сменада канча кесүү тереңдиги керек;
- детальдын салмагы канча, жабдуусу менен кошо;
- бул иште эмне маанилүүрөөк: металлды бат алуу, бетти таза алуу же станокту жүк астында узагыраак кармоо.
Андан кийин тандоо өзү эле тарыйт. Эгер деталь оор, припуск чоң жана режимдер катуу болсо, кутуча тибиндеги багыттагычтар көп учурда тынчыраак иш берет. Станок ылдамдыкты кубалабайт, бирок жүктү жакшы кармайт жана орой иштетүүгө анча сезимтал эмес.
Эгер даярдоо түз, припуск аз болуп, милдет — тезирээк өлчөмгө чыгуу жана ашыкча токтоосуз таза бет алуу болсо, сызыктуу багыттагычтар көбүнчө ыңгайлуураак. Алар белгилүү цикли бар сериялык деталдарга жакшы келет, анда тез жүрүштөр жана кыска көмөкчү убакыт маанилүү.
Эмнени биринчи орунга коюу керек
Бул жерде эң кеңири ката жөнөкөй: бир станокту бардык учурга бирдей тандап алууга аракет кылышат. Эгер жүктүн 70% оор деталдардын орой иштетүүсүнөн турса, станок бош жүрүштө канчалык тез жүрөрү үчүн гана тандап койгон болбойт. Тескерисинче, жеңил жана кайталанма деталдар үчүн дээрлик колдонулбай турган запас үчүн ашыкча төлөөнүн кереги жок.
Кичинекей мисал. Эгер цех литейкадан чыккан жана припуску көрүнүктүү корпус деталдарды иштетсе, жүккө туруштук берүүсүнө караш керек. Эгер цех даярдалган заготовкадан валдар менен фланецтердин партиясын чыгарса, көбүнчө цикл ылдамдыгы жана таза өтүүнүн тактыгы маанилүүрөөк болот.
Сатып алуудан мурда өз материалыңызга, өлчөмүңүзгө жана режимиңизге жакын детальда сыноо сурасаңыз жакшы. Мүмкүн болсо, өз чиймеңизди жана өз куралыңызды берген жакшы. Ошондо сүйлөшүү дароо так болот.
Кайсы жерде көп жаңылышат
Биринчи ката — бош жүрүштөгү ылдамдыкка карап, станок металлды кантип кесерин дээрлик карабай коюу. Тез жүрүш таблицада жана видеодо жакшы көрүнөт, бирок орой иштетүүдө эмне болорун билдирбейт. Эгер деталь оор, алуу чоң болуп, инструмент сезилерлик жүк менен иштесе, 36 менен 48 м/миндин айырмасынан көп учурда түйүндүн катуулугу жана кесүү учурунда станоктун жүрүм-туруму маанилүүрөөк болуп калат.
Экинчи ката цехтин ичинде чыгат. Эки станокту орнотуу шарттары маанилүү эмес сыяктуу салыштырышат. Чынында фундамент, негиздин массасы, анкерлөө жана аянтчанын жалпы катуулугу жыйынтыкка катуу таасир этет. Бир эле машина нормалдуу негизде тынч иштеп, алсыз полдо кыйла начар болушу мүмкүн. Ошондуктан багыттагычтын тиби тууралуу талаш кээде чыныгы маселеден алыстап кетет: маселе схема эмес, станокту кантип койгондо болушу мүмкүн.
Дагы бир жаңылыштык — паспорттогу тактыкка жүк астындагы жөнөкөй текшерүүсүз ишенүү. Кагазда баары тегиз көрүнөт, бирок бет каталогуңуздагы сандарга гана көз каранды эмес. Эгер станок бош жүрүштө геометрияны кармап турса, бул анын терең кесүүдө да ошондой иштей турганын билдирбейт. Сатуучуга нормалдуу суроо жөнөкөй угулат: машина чыныгы деталда, чыныгы инструмент менен жана узак сменада кандай жүрөт.
Көптөр тейлөөнү да унутуп коёт. Багыттагычтарды майлоо, коргоонун абалы, күкүм менен чаңдын кириши ресурска ойлогондон эрте таасир этет. Эгер муну көзөмөлдөбөсөңүз, сызыктуу багыттагычтар жылмакайлыгын жоготот, ал эми кутуча тибиндегиси да кирди жана начар май берүүнү кечирбейт. Анан кайра күнөө станоктун тибине жүктөлөт, бирок себеп тейлөөдө болгон.
Дагы бир типтүү ката — алюминийдеги тажрыйбаны болотко же чоюнга көчүрүү. Жумшак материалда машина абдан жандуу жана так көрүнүшү мүмкүн, ал эми оор режимде көрүнүш өзгөрөт. Цех станокту алюминий корпустардагы ийгиликтүү иштен кийин алып, ага чоң припуск менен болот фланецтерди коёт. Ошондо катуулукка, вибрацияга жана инструменттин чыдамдуулугуна талап таптакыр башкача экени билинет.
Сабырдуу тандоо көбүнчө бир кооз санга эмес, шарттардын айкалышына таянат: материал, припуск, циклдин узактыгы, орнотуу жана машинага кам көрүү. Бул анчалык эффекттүү угулбайт, бирок ката кыйла аз болот.
Цехтеги мисал
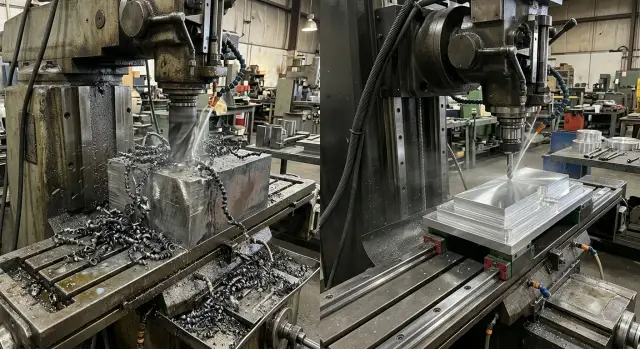
Кадимки заказды элестетиңиз: цех чоң припуску бар куюм корпусун иштетет. Даярдоо тегиз эмес, металл кээде оор кесилет, ал эми биринчи милдет — ашыкча көлөмдү кошумча титиретпей жана токтотпой алып салуу.
Орой өтүүлөрдө кутуча тибиндеги багыттагычтуу станок адатта тынчыраак иштейт. Оператор берүүнү ишенимдүү кармайт, ал эми машина инструмент куюмдун тыгыз бөлүгүнө кирген учурду жакшыраак көтөрөт. Оор режимде бул дароо угулат жана көрүнөт: үн туруктуу, кесүү жыйнактуу, инструмент кескин соккудан азыраак жабыркайт.
Эгер мындай корпустар серия менен келсе, айырма бат сезилет. Орой иштетүү катуулукту жана жүк запасын жакшы көрөт, ал эми кутуча схемасы көбүнчө дал ошону берет.
Андан кийин иштин экинчи бөлүгү башталат. Припуск алынып бүткөн, отургучтарды, тегиздиктерди жана тешиктерди бат өтүү, инструментти бир нече жолу алмаштыруу жана өлчөмгө так чыгуу керек. Мындай фазада сызыктуу багыттагычтар көбүнчө ыңгайлуураак: октор тезирээк ылдамдайт, чекитке бат жетет, ал эми станок өтүүлөрдүн ортосунда аз убакыт жоготот.
Таза операцияда бул циклге гана эмес, иш ритмине да таасир берет. Өтүүлөр кыска болуп, жүрүш көп болсо, сызыктуу схема көмөкчү убакытты кыскартып, режим туура тандалса бетти бир калыпта кармоого жардам берет.
Ошондуктан суроо модага карап чечилбейт. Эгер станок күн сайын литейкалык корпустардан чоң припуск алса, кутуча схемасы көп учурда көбүрөөк пайда алып келет. Эгер ошол эле машина негизинен таза өтүүлөрдү, бат жакындоону жана кыска өтмөктөрдү жасаса, сызыктуу түрү бир сменада жакшыраак натыйжа бериши мүмкүн.
Негизги суроо бирөө: станок күн сайын кайсы операцияны аткарат? Көбүнчө туура жоопту дал ошол берет.
Сатып алуудан мурда текшерүү
Каталог боюнча мындай талаш дээрлик эч качан чечилбейт. Аны сиздин деталдарыңыз, кесүү режимиңиз жана станоктун цехте күн сайын кантип жашай турганы чечет.
Адегенде станокту эмес, өз ишиңизди караңыз. Эгер сиз көбүнчө болоттон, чоюндан же согуудан чоң припуск алсаңыз, талап бир башка болот. Эгерде негизинен кичине өтүүлөр, кайталанма партиялар жана жогорку ылдамдык болсо, сүрөт башкача.
Беш суроого тез жооп берип көрүңүз:
- сиз көбүнчө эмнени иштетесиз;
- бир циклде адатта канча металл аласыз;
- детальдын массасы канча жана аны канчалык бекем кысса болот;
- станок жүк астында күнүнө эки саат иштейби же сменанын көбүндөбү;
- натыйжага эмне катуу таасир этет: кошумча 30-60 секунд циклби же беттеги вибрация издериби.
Жооптор ашыкча варианттарды дароо жок кылат. Алсыз кысылган оор деталь жана чоң припуск бир ыкманы талап кылат. Кичине деталь, туруктуу жабдуу жана ылдамдыкка басым — башка ыкманы.
Дагы бир көп бааланбай калган жагдай бар. Жеткирилгенден кийин станокту ким иштетип баштайт, тууралап берет жана түйүндөрдүн абалын карайт? Эгер цехте күчтүү наладчик жок болсо, алдын ала пуско-наладкага эмне кирерин жана сервис кандай уюштуруларын тактоо жакшы. Бул сатып алуучуга майда нерсе эмес: жакшы ишке берүү көп учурда жумаларча тажрыйба менен ката кетирүүдөн сактайт.
Кичинекей мисал. Цех оор болот корпустарды иштетет, станок бүтүндөй сменага жакын иштейт, ал эми бетте жүктөн кийин рябь чыгышына болбойт. Мындай учурда циклдин кошумча бир мүнөтү көбүнчө брак же туруксуз өлчөмдөн арзан түшөт.
Эгер бул суроолорго кыска жана сан менен жооп берүү кыйын болсо, моделдерди салыштыруу үчүн али эрте. Адегенде чыныгы режимдерди, деталдын салмагын жана бетке коюлган талаптарды жыйнап алыңыз. Андан кийин тандоо кыйла түшүнүктүү болот.
Андан ары эмне кылуу керек
Станокту жалпы сүрөттөмө боюнча тандабаңыз. Өз деталдарыңызды, материалыңызды жана цех күн сайын иштей турган режимдерди алыңыз. Ошондо багыттагычтын тиби тууралуу талаш бат эле практикалык маселе болуп калат.
Жөнөкөй маалымат топтомун жыйнаңыз: детальдын өлчөмү жана салмагы, материал жана типтүү припуск, кесүү тереңдиги, берүү, орой өтүүлөрдүн узактыгы, бетке талаптар жана станок сменада канча саат жүк астында иштей турганы. Ушундай тизмек да тандоону көп өзгөртөт.
Андан кийин эки вариантты бир эле тапшырмада салыштырыңыз. Ар башка үлгүдө эмес жана эки презентация боюнча эмес, бир эле деталда, бир эле материалда, бирдей припуск менен. Болгону иштетүү убактысына карабастан, өлчөм кантип сакталып жатканын, бет кандай чыкканын жана бирдей деталдар сериясынан кийин станок кандай жүргөнүн текшериңиз.
Бааны биринчи орунга чыгаруунун кереги жок. Дароо пуско-наладка, сервис жана режимдер боюнча запас тууралуу сүйлөшүңүз. Арзан станокту ишке киргизүү кыйын болуп, оор кесүүдө ал дайыма берүүнү же тереңдикти азайтууну талап кылса, анын мааниси тез эле жоголот.
Сатуучуга бир нече түз суроо бериңиз: станокту жеринде ким ишке киргизет, сервис канчалык тез жетет, моделде детальдын массасы жана чыныгы жүк боюнча запас барбы, буклеттеги сандарда эле эмес.
Эгер так тандоо керек болсо, EAST CNC Казакстанда мындай тапшырмаларды жалпы сөз менен эмес, чыныгы деталга карап талдайт. Компания ЧПУ токардык станокторун жана иштетүү борборлорун жеткирип, тандоо, ишке берүү жана тейлөө менен жардам берет, ошондуктан сүйлөшүүнү баа жөнүндө гана эмес, жабдуу күнүмдүк иште өзүн кандай көрсөтөрү жөнүндө да жүргүзсө болот.
Акыркы жакшы кадам жөнөкөй: жеткирүүчүгө детальдын чиймесин, материалын, припускун жана өз режимдериңизди жөнөтүңүз. Андан кийин салыштыруу адилеттүү болот, ал эми ката кетирүү коркунучу кыйла төмөндөйт.