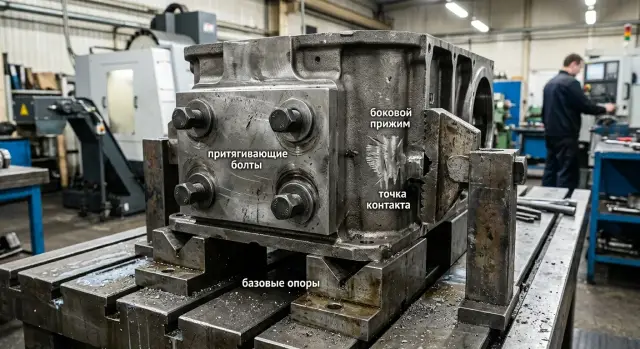
Корпустук деталды кысуу: болтторбу же капталдык кысуубу
Качан тартма болт коюу керек, качан капталдык упор колдонуу керек, ката кетсе кандай из калат жана партияга чейин корпустук деталды кантип текшерсе болорун карайбыз.
Эмне үчүн деталь биринчи кысууда эле жылып кетет
Маселе көбүнчө кесүүдөн мурда эле башталат. Оператор кысууну тартып, күч өзү күткөн жакка эмес, башка жакка кетет, натыйжада корпус базага басылбай, капталга жылып же бир аз бурулуп калат.
Корпустук деталдарда бул өзгөчө бат билинет. Алардын таяныч чекиттери аз, дубалдары ар кандай калыңдыкта болот, ал эми формасы сейрек жөнөкөй жана катуу болот. Эгер жок дегенде бир база толук тийбесе, деталь кыйшайып отурат. Сыртынан бул дээрлик көрүнбөйт, бирок иштетүүдөн кийин өлчөм бир нече сотыхка же андан көпкө «качып» кетет.
Көп кездешкен себеп — жука дубал. Оператор болтту тартып, деталь «отурду» деп сезет, бирок адегенде дубал ийилет, ал эми корпус таянычка али жете элек болот. Кысуу схемасы ошол замат туура эмес иштей баштайт. Кысуу алынганда дубал кайра түзөлөт да, геометрия өзгөрөт. Ошондуктан иштетүү тынч, ызы-чуусуз, титирөөсүз өтөт, бирок өлчөм баары бир сакталбайт.
Станокто бул көбүнчө мындай көрүнөт: корпус эки опорага таянды, үчүнчүсүнө болгону кырынан тийди, капталдык кысуу күчтү катуулук борборунан бир аз жогору берди, жана деталь байкалбай эле бурулуп кетти. Программа туура аткарылды, бирок тешиктер базага салыштырмалуу жылып калды, ал эми алып салгандан кийинки бет кыйшайганын көрсөтөт.
Адатта себеп үчөөнүн бири болот:
- кысуу корпусту ылдый эмес, капталга тартып жатат;
- база кир же үстүндө заусенец бар, ошондуктан корпус толук отурбай жатат;
- дубал же кабырга күчтү деталдын катуу бөлүгүнө жеткенге чейин эле кабыл алып калууда.
Эң жагымсыз учур — биринчи кысуу тынч өтөт. Эч нерсе кычырабайт, корпус секирбейт, ачык издер дээрлик көрүнбөйт. Бирок иштетүүдөн кийин өлчөмдүн кетиши, капталдарда ар түрдүү припуск жана контакт жерлериндеги издер чыгат. Бул кысуу деталь туура отурганга чейин эле иштеп кеткенинин түз белгиси.
Болттор менен капталдык кысуунун айырмасы
Бул ыкмалардын иштөө логикасы ар башка. Тартма болт деталды опордук бетке тартып келет, ал эми капталдык кысуу аны упорго түртөт. Кагаз жүзүндө экөө тең ишенимдүү көрүнөт, бирок станокто айырмасы бат эле билинет.
Тартма болт опоралар түз болуп, болттун алдындагы зона ийилбесе, деталды ылдый жакшы отургузат. Бирок ылдый кыймыл менен бирге корпусту капталга да тартып кетиши мүмкүн. Бул бет бир аз тегиз эмес болгондо, деталдын астында чипса калганда же болт катуу зонага туш келбегенде болот. Деталь опоралардын үстүндө миллиметрдин бөлүктөрүнө «сойлоп» кетет, ал эми бул брак үчүн жетиштүү.
Капталдык кысуу башкача иштейт. Ал корпусту базалык упорго жакындатат жана көп учурда каптал базасы боюнча өлчөмдү жакшы кармайт. Бирок кысуу опораларга салыштырмалуу өтө жогору жерден басса, жакынкы четти көтөрө баштайт. Бул өзгөчө жука дубалдуу же узун чыгындылуу корпустарда көрүнөт.
Жөнөкөйлөтүп айтканда, картина мындай: болт опорага жакшы отургузат, капталдык кысуу болсо упорго жакшы жеткирет. Ошол эле учурда болт деталды бет боюнча көбүрөөк жылдырат, ал эми капталдык кысуу четти көбүрөөк көтөрөт. Эки ыкма тең күч жука дубал аркылуу өткөндө начар иштейт.
Ошондуктан болгону күчтү карап коюу жетишсиз. Күч кайда багытталганын жана ал корпустун кайсы бөлүгү аркылуу өткөнүн түшүнүү маанилүү. Эгер жүк массивдүү коюуланган бөлүк, кабырга же калың текче аркылуу өтсө, схема адатта тынч иштейт. Эгер басым жука дубалга түшсө, деталь жөн эле ийилет.
Практикада корпустук деталдын кысуусу көбүнчө аралаш жасалат. Болт заготовканы опорага отургузат, ал эми капталдык кысуу аны жумшак түрдө упорго жеткирет. Редуктор корпусу, капкач же куюлган заготовка үчүн бул, адатта, бир эле кысууга таянгандан коопсузураак. Эгер бир гана вариант тандаш керек болсо, кысууга кайсы жер ыңгайлуу экенине эмес, корпус жүктү ийилбестен жана капталга жылбастан кайсы жерде кармап тураарына караңыз.
Туура эмес кысуу кандай из калтырат
Туура эмес кысуу сейрек убакыт бою жашырын бойдон калат. Ал дээрлик дайыма изди же деталдын өзүндө, же иштетүүдөн кийинки өлчөмдөрдө калтырат.
Биринчи белги көбүнчө кабыргадан же каптал дубалдан көрүнөт. Жука жылтырак тилке пайда болот, деталды металл менен бир аз сүрткөндөй. Бул жылыштын изи: корпус опорага тынч отурбай, кысуунун күчү менен капталга кетти дегенди билдирет.
Кысуунун өзүнүн изи да маанилүү. Сиз бир зонада контакт күттүңүз, ал эми такта жогору, кырдын жанына же таптакыр иштебеши керек болгон жерге түшүп калды. Демек, күч сиз ойлогон жакка эмес, башка жакка кетип, корпус бурула же ийиле баштаган.
Эң жагымсыз белги контролдо көрүнөт. Инструмент өзгөргөн жок, программага тийген жок, бирок кайра кыскандан кийин өлчөм бир нече сотыхка же андан көпкө жылып кетти. Бул, адатта, деталь ар жолу ар башкача отурарын билдирет: бир учурда аны болт тартып кетсе, башка учурда капталдык кысуу корпусту бир аз буратып жатат.
Дагы азыраак байкалган белгилер да бар:
- тешиктер базалык бетке салыштырмалуу жылат;
- өтүүдөн кийинки бет түз көрүнгөнү менен, өз ордун өзгөртөт;
- корпустун бир жагында басымдын ачык изи пайда болот, каршы жагы болсо дээрлик таза калат;
- жука дубалда жергиликтүү чөккөн жер же жеңил кыйшайуу чыгат.
Мындай учурлар редуктор корпустарында, капкачтарда жана ички көңдөйү бар деталдарда көп кездешет. Сыртынан баары жайында көрүнөт, бирок жыйноодо тешиктер мурдагыдай дал келбей калат.
Тез текшерүү жөнөкөй: опора чекиттерине жана кысуу тийчү жерге маркер же боёктун жука катмарын сүйкөңүз, деталды толук күч колдонбой кысыңыз, анан алып салгыла да тактарды караңыз. Эгер контакт симметриялуу болсо, тактар сиз күткөн жерде жатса жана жылыштан чыккан жылтырак сызык болбосо, схема адатта туура иштеп жатат. Эгер бир так күчтүү, экинчиси бош болуп, кабыргасында сүрүлүү изи көрүнүп калса, опораны дароо жылдырган же кысуу чекитин өзгөрткөн жакшы.
Бекитүү схемасын кантип чогултуу керек
Жакшы схема кысуудан эмес, базалардан башталат. Адегенде болт же кысгыч үчүн ыңгайлуу жер тандасаңыз, корпус көп учурда кыйшайып отуруп калат. Анан бул өлчөмдө, опорадагы издерде жана станокто тынымсыз түзөтүүдө билинет.
Корпустук деталь үчүн күчтөр катуу чекиттерге барып, заготовканы түшүнүктүү опораларга басып турушу керек. Адатта бул ылдыйкы бет, иштетилген учтук бет же деталдын абалын силкинүүсүз аныктаган бири-бирине тик эки бет болот.
-
Алгач деталдын формасын кармап турган базаларды тандаңыз. Болгону жеткиликтүү беттерди эмес, кийин өлчөм эсептелчү беттерди издеңиз. Куюлган же ширетилген корпус үчүн кокустук чыгып турган бөлүккө же иштетилбеген кабыкка эмес, тыгыз жана кайталанма участокторго таянган жакшы.
-
Анан опораларды катуу жерлердин астына жайгаштырыңыз. Адатта бул кабыргалардын, бобышкалардын, коюуланган жерлердин жана корпустун массивдүү түбүнүн жанындагы зоналар. Эгер опораны жука дубалдын астына койсоңуз, ал орточо тартууда деле ийилип кетет.
-
Андан кийин күчтүн багытын аныктаңыз. Тартма болттор деталды опорага отургузушу керек, ортосун алардын ортосуна ылдый тартып киргизбеши керек. Капталдык кысуу корпусту упорго түртүп, ал плитада сойлоп кетпеши жана бурулуп кетпеши керек.
-
Ошол замат инструментке жетүү менен чипсаны тазалоону текшериңиз. Кысуу иштетүү зонасын жаппашы, инструмент алмаштырууга тоскоол болбошу жана базанын астына чипса топтобошу керек. Атүгүл майда чипса да опоранын астында кыйшайууга оңой алып келет.
-
Акырында тартуу тартибин коюңуз. Адегенде корпусту жеңил күч менен базага отургузуңуз, анан кысууну упорлорго акырын жеткирип, ошондон кийин гана жумушчу тартууну бериңиз. Эгер бекиткичти иретсиз тартсаңыз, деталь көбүнчө акырында жылып кетет.
Жөнөкөй мисал: корпустун каптал дубалдары жука, төмөнкү бобышкалары калың. Опоралар бобышкалардын астына коюлат, капталдык кысуу катуу упорго багытталат, ал эми болттор бош терезенин үстүнө эмес, опораларга жакыныраак жайгашат. Мындай схема көбүнчө биринчи орнотуудан эле алдын ала айтууга боло тургандай иштейт.
Биринчи детальден мурда кесүүсүз кургак отургузуу жасаганы пайдалуу. Корпусту коюп, тандалган тартипте кысып, силкинүү, опоралардагы боштук жана упорго ачык жылыш бар-жогун текшериңиз. Ушул кадамда көбүнчө кийин бүт партияга чыгым алып келчү каталар табылат.
Партияны баштардан мурда схеманы кантип текшерсе болот
Сериядан мурда текшерүү бир нече мүнөт гана алат, бирок алда канча көптү үнөмдөйт. Аны өткөрүп жиберсеңиз, брактар кийин бүт партияга кошо ээрчийт.
Адегенде корпусту опораларга күчсүз коюңуз. Болтторду тартпаңыз жана капталдык кысууну иштетпеңиз. Болгону деталды эки-үч жерден кол менен басып, бир аз чайкап көрүңүз. Эгер корпус силкинсе, опоралар начар тандалган же алардын бири башкалардан бийигирээк. Андай абалда тартуу геометрияны кармабайт, тескерисинче деталды кыйшайтып коёт.
Андан кийин кысууларды бирден тарта баштаңыз. Ар бир кадамдан кийин базалык бетке караңыз: боштук пайда болгон жокпу, бурч көтөрүлүп кеткен жокпу, корпус упор тарапка жылган жокпу. Тешикти жөнөкөй фонарик менен жарыктандырып же щуп өткөрүп көрүү ыңгайлуу. Эгер щуп тартуудан мурда кирбеген жерден эркин кирип кетсе, кысуулардын бири деталды жылдыра баштады.
Жакшы тез тест — эки жолу кысуу. Корпусту бир жолу кысып, алдын ала тандаган чекиттерде өлчөңүз, анан толук бошотуп, кайра ошол эле тартипте кысыңыз. Андан кийин ошол эле өлчөөлөрдү кайталаңыз. Эгер сандар байкаларлык айырмаланса, маселе программада да эмес, инструментте да эмес, түз эле бекитүү схемасында.
Мындай тест үчүн татаал өлчөө картасы керек эмес. Эки-үч кайталай турган чекит жетет: базадан бийиктик, каптал упорго чейинки аралык жана бир көзөмөл тешигинин же кромканын абалы. Эң башкысы — эки жолу тең бир эле жерден, бир эле ыкма менен өлчөө.
Бир сыноо цикли да көп нерсени көрсөтөт. Мисалы, корпус опораларда ишенимдүү жатат, бирок капталдык кысууну тарткандан кийин щуп алыскы бурчтун астына кире баштайт. Бошотуп, кайра кысканда базадан өлчөм бир нече жүздүккө өзгөрөт. Бул кысуу деталды бекитип жаткан жок, тескерисинче айландырып жатат деген эрте белги.
Серияга чейин кыска аракеттер ырааттуулугу пайдалуу:
- кесүүсүз кургак орнотуу;
- бир сыноо иштетүү;
- ошол эле деталды кайра кысуу;
- бир-эки көзөмөл өлчөмүн жана контакт издерин салыштыруу.
Кайра орнотуудан кийин өлчөм өзгөрбөсө, контакт издери ошол эле жерде калса, ал эми кысуулар инструментке тоскоол болбосо, схема ишке даяр.
Көп кайсы жерде жаңылышат
Көпчүлүк маселе кысуу күчүнөн эмес, ал күч кайсы чекитке берилгенинен башталат. Деталь өлчөмдү күч опорага барганда гана кармайт, ал эми корпустун өзүн ийип салганда эмес.
Көп кетирилген ката — кысууну опорадан өтө алыс коюу. Сыртынан баары жайында көрүнөт, бирок баскан жер менен опоранын ортосунда рычагдай иштеген участок калат. Корпус бир аз жазгычтай ийилет, кысуу алынганда форма кайра кайтып, өлчөм кетет.
Дагы бир ката мындан жакшы эмес: капкакка, жука дубалга же чөнтөктүн четине эмес, катуу кабыргага басуу. Деталь кысылгандай көрүнөт, бирок беттеги издер жана бет боюнча чачыроо көйгөйдү бат ачып коёт. Эгер биринчи өткөөлдөн кийин жука дубалда кысуунун изи, эзилген боёк же жылтырак так көрүнсө, кысуу туура эмес жерде турат.
Капталдык кысууда жаңылышуу андан да жөнөкөй болушу мүмкүн. Оператор адегенде корпусту капталга тартып, анан гана ылдый опорага отургузууга аракет кылат. Мындай схема начар иштейт. Корпус адегенде базага ишенимдүү отурушу керек, анан гана капталдан кысууга болот. Болбосо деталь кырдын үстүндө илинип калат да, бийиктик боюнча өлчөм өз алдынча жашай баштайт.
Адатта төмөнкү белгилер кооптондурат:
- деталь кысуудан мурда силкинип турат, бирок кысылгандан кийин түзөлгөндөй көрүнөт;
- бошоткондон кийин бет же тешик боюнча жылыш көрүнөт;
- дубалда кыскычтын, башмактын же болттун изи калат;
- оператор ар дайым андан да катуураак тарткысы келет.
Күчтү көбөйтүү каалоосу — өзүнчө типтүү ката. Эгер опора жетишсиз болсо, ашыкча тартуу жардам бербейт. Ал болгону корпусту ийип, натыйжаны андан да алдын ала айтууга болбой турган кылат. Мындай учурда болттор да схеманы оңдобойт. Алар жөн гана деталды ошол эле начар базага катуураак кысып коёт.
Дагы бир жаңылышуу биринчи детальден кийин чыгат. Схеманы жеринде бир аз өзгөртүшөт: башмакты башка жерге коюшту, шайба кошушту, капталдык кысууну бошотушту да, иш уланды. Бирок натыйжа эч жерде жазылган жок. Бир нече сааттан кийин кайсы вариант нормалдуу өлчөм бергенин, кайсысы кокусунан бир жолу эле иштегенин түшүнүү кыйын болуп калат.
Эгер кысуу чекиттерин өзгөртүүгө туура келсе, жок дегенде үч нерсени жазыңыз: опора кайда турганын, кысуу кайсы жерден басканын жана өлчөмдө эмне өзгөргөнүн. Кыска эки-үч белги көп учурда бүт бир сменаны үнөмдөйт.
Сериядан мурда эмнени бекитип коюу керек
Партияны баштардан мурда схеманы башта эмес, ачык түрдө бекитип койгон жакшы. Бир үстүнкү жана бир капталдагы сүрөт көп учурда станок жанындагы узун түшүндүрмөлөргө караганда пайдалуураак. Сүрөттө опораларды, упорлорду, контакт чекиттерин жана оператор кысууну тарта турган тартипти белгилеп коюңуз.
Корпустук деталдар үчүн бул өзгөчө пайдалуу, анткени ката башында сейрек чоң көрүнөт. Деталь өтө эле аз жылышы мүмкүн, бирок кийин бул өлчөмдө, бетте же соостукта чыгат. Эгер схемада капталдык кысуу да, тартма болттор да болсо, кайсысы биринчи иштээрин, кайсысы базага отургузгандан кийин гана дожим кылып турганын жазып коюңуз.
Бир эталондук корпус калтырып коюу да маанилүү. Сиз өлчөмдөрүн, контакт издерин жана база боюнча отуруусун текшерген деталды алып, аны кадимки агымга кошпоңуз. Ал оператор алмашканда, заготовка партиясы же кайра жабдуу өзгөргөндө тез салыштыруу үчүн керек.
Серияны баштардан мурда бир нече деталда кыска сыноо жасоо пайдалуу:
- ошол эле оснасткада 3-5 деталды удаа иштетип көрүңүз;
- бир деталды алып, кайра кысыңыз;
- маанилүү жерлердеги өлчөмдөрдү жана контакт издерин салыштырыңыз;
- деталь биринчи жана акыркы кысууда ордун өзгөртпөй жатабы, текшериңиз.
Өлчөмдөргө гана эмес, белгилерге да караңыз. Туура эмес кысуунун изи көп учурда көзөмөл параметр чыгып кетишинен мурда эле көрүнөт. Кырдын жанындагы жаңы эзилүү, упордун тегерегиндеги жылтырак тилке, капталдагы кыскычтын изи, болттун алдындагы контакт тактарынын кыйшайышы кооптондурат. Эгер биринчи деталда бир из болсо, төртүнчүсүндө башкача болуп калса, схеманы токтотуп, дароо оңдогон жакшы.
Жакшы адат — оснастканын жанына маркер менен же карточкада кыска иш тартибин жазып коюу. Оператор деталды адегенде эмне менен базага отургузарын, анан эмне менен гана бекитерин эстеп отурбашы керек.
Эгер сиз металл иштетүү үчүн станок, оснастка тандап жатсаңыз же участокту ишке киргизүүгө даярдап жатсаңыз, EAST CNC жабдуу тандоодо, пуск-наладкада жана сервис тейлөөдө жардам берет. Мындай иште жалпы кеңеш аздык кылат — көбүнчө баарын конкреттүү деталь, анын базалары жана кысуу ыкмасы чечет.
FAQ
Эмне үчүн корпус деталь биринчи кысууда эле жылып кетет?
Көбүнчө деталь кесүүдөн эмес, отургузуудан жылып кетет. Кысуу корпусун опорага эмес, капталга тартып же бир аз бурмалайт, ошондо деталь дароо туура эмес абалга келип калат. Дагы бир кеңири себеп — кир база, заусенец же жүктүн астындагы жука дубал. Сыртынан дээрлик билинбейт, бирок кысуу алынганда геометрия өзгөрүп кетет.
Кайсысы көбүрөөк жылдырат: болтпу же капталдык кысуубу?
Тартма болт көбүнчө деталды ылдый опорага жакшы отургузат, бирок аны бет боюнча да тартып кетиши мүмкүн. Ал эми капталдык кысуу, тескерисинче, корпусту упорго жакшы жеткирет, бирок өтө бийик жерден басса, четин көтөрүп жиберет. Экөөнүн арасынан тандаганда ыңгайлуулукка эмес, деталдын катуу зонасына караңыз. Күч кабырга, коюуланган бөлүк же калың текче аркылуу өтүшү керек, жука дубал аркылуу эмес.
Маселе кысуудабы же программадабы — кантип түшүнсө болот?
Адегенде ачык нерселерди жокко чыгарыңыз: программаны да, инструментти да өзгөртпөй, ошол эле деталды эки жолу кысып көрүңүз. Бир жолу кысыңыз, бир нече чекиттеги өлчөмдөрдү алыңыз, анан толук бошотуп, кайра ошол эле тартипте кысыңыз. Эгер өлчөмдөр айырмаланса, маселе дээрлик сөзсүз бекитүү схемасында. Кысуу күнөөлүү болсо, деталь ар жолу бир аз башкача отурат.
Корпустук деталда опораны кайда койгон жакшы?
Опорлорду корпустун катуу жерлерине коюңуз. Адатта бул кабыргалардын, бобышкалардын, коюуланган бөлүктөрдүн жана деталь жүктү көрүнүктүү ийилбестен көтөргөн массивдүү түбүнүн жанындагы зоналар. Жука дубалдын астына же бош терезенин үстүнө опора койбоңуз. Ал жакта корпус адегенде ийилет, анан гана отурат, ошондуктан өлчөм солкулдай баштайт.
Жука дубалга кысуу менен басса болобу?
Жука дубалды баскан жакшы эмес. Ал катуу бөлүккө күч жеткенче эле оңой ийилет, ал эми бошоткондо форма иштетүү учурундагы жерине кайтып келбей калышы мүмкүн. Эгер башка жол жок болсо, жүктү азайтып, кысуу чекитин катуу зонага жакыныраак жылдырыңыз. Бирок кадимки схема үчүн кабырга, коюуланган бөлүк же калың аянтча аркылуу баскан ишенимдүүрөөк.
Кысууларды кайсы тартипте тарткан жакшы?
Адегенде корпус базаларга жеңил күч менен отурушу керек. Анан аны жумшак түрдө упорго алып келип, ошондон кийин гана жумушчу күч менен кысасыз. Эгер бекиткичти аралаш же дароо катуу тартсаңыз, деталь көбүнчө акырында жылып кетет. Ошондуктан корпус бекем кысылгандай көрүнгөнү менен, өлчөм мурун эле чыгып кетет.
Партияны баштардан мурда бекитүү схемасын кантип тез текшерсе болот?
Кесүүсүз кургак орнотуу жасаңыз. Корпусту опораларга коюп, бир аз чайкап көрүңүз да, базада боштук же силкинүү бар-жогун байкаңыз. Андан кийин кысууларды бирден тартып, ажырымды щуп менен же фонариктин жарыгы менен текшериңиз. Андан соң ошол эле деталды эки жолу кысып, эки-үч жөнөкөй өлчөмдү салыштырыңыз. Мындай тест отуруу кайталанабы же жокпу, бат көрсөтөт.
Деталда кандай издер туура эмес кысууну көрсөтөт?
Издер көбүнчө ката кайсы жакка кеткенин көрсөтүп турат. Кабыргада же дубалдагы жука жылтыр сызык адатта бет боюнча жылышты билдирет, ал эми кромканын жанындагы кысуунун изи күч туура эмес зонадан өткөнүн көрсөтөт. Эгер кайра кысууда контакт тактары өзгөрүп жатса, схема туруктуу иштебей жатат. Андайда опораны дароо жылдырып же кысуу чекитин өзгөртүп коюу жакшы.
Болттор менен капталдык кысууну качан бирге колдонгон жакшы?
Комбинацияланган схема көбүнчө корпустук деталдарда тынчыраак иштейт. Болт заготовканы опорага отургузууга жардам берет, ал эми капталдык кысуу аны жумшак түрдө упорго жеткирет. Мындай вариант капкачтарга, редуктор корпустарына жана куюлган заготовкаларга ыңгайлуу, анткени бир эле кысуу баарын дароо чечип койбойт. Эң негизгиси — экөөнү тең алсыз дубал аркылуу баспоо.
Серияны баштардан мурда эмнени жазып коюу керек?
Схеманы мүмкүн болушунча жөнөкөй түрдө бекемдеп коюңуз: опоралар кайда, кысуулар кайсы жакка басат жана оператор бекиткичти кандай тартипте тартат. Бир так жазуу же бир-эки сүрөт көп учурда сменалар арасындагы чаташууну алдын алат. Ошондой эле текшерилген отурушу бар эталондук деталды калтырып коюу пайдалуу. Анын жардамы менен кайра жабдуу жана жаңы заготовка партиясынан кийин схема өзгөрдүбү же жокпу бат түшүнүүгө болот.