Кең тор фреза же тар өтмөктөр: кайсысы түзүрөөк
Кутуча сымал деталдарда кең тор фреза же тар өтмөктөр качан түзүрөөк плоскосту бергенин жана кайчылашуу натыйжаны кантип өзгөртөрүн талдайбыз.
Бул жерде маселе эмнеде
Тор фрезалоодон кийин бет көп учурда жакшы көрүнөт: жаркыроосу бир калыпта, сызыктары тыкан, фрезанын изи таза. Бирок кийин деталды плитага коюп же индикатор менен текшергенде, көрүнүш өзгөрөт. Ортосу түшүп кетет, чети кыйшайып чыгат, ал эми кошуна жолдордун ортосунда майда тепкич пайда болот.
Себеби жөнөкөй: фрезанын кооз изи менен жакшы плоскостук — бир эле нерсе эмес. Бет таза көрүнүшү мүмкүн, бирок иштетүү учурунда инструмент бир аз ийилет, деталь серпилет, ал эми бекитүү менен ысыш форманы өлчөөгө чейин эле өзгөртүп коёт.
Эмне үчүн көз жаңылышат
Тор фрезалоодо көз биринчи кезекте жаркыроону жана оройлукту байкайт, геометрияны эмес. Эгер фреза металлды жыртылган изсиз алып кетсе, бет туурадай сезилет. Бирок индикатор көз өткөрүп жиберген нерсени көрсөтөт: узундук боюнча толкунду, ички боштуктун үстүндөгү түшүүнү же өтмөктөр кошулган жерде бийиктик айырмасын.
Бул өзгөчө кутуча сымал деталдарда көп көрүнөт. Өтмөктөрдүн ортосундагы издер дээрлик билинбеши мүмкүн, бирок плоскостук боюнча жыйынды четтөө уже допусктан чыгып кетет.
Эмне үчүн кутуча сымал деталь көбүрөөк каприздүү
Катуу плита алдын ала божомолдоого жеңилирээк: анын массасы жана катуулугу бир калыпта бөлүштүрүлгөн. Кутуча сымал деталь башкача жасалган. Ичинде боштуктар, жанында жука дубалдар жана кабыргалар бар, металлдын калыңдыгы зонадан зонага өзгөрөт.
Ошондуктан фреза кеңдик боюнча бирдей негизди кеспейт. Боштуктун үстүндө деталь бир аз серпилет, четинде алсызыраак кармалып турат. Бекитмелер алынгандан кийин металл ички чыңалууларды кайра бөлүштүрүп, плоскостук станоктон сырткары да өзгөрүшү мүмкүн.
Адатта көйгөй бир эле жерлерде пайда болот. Четтерде кыйшаюу чыгат, анткени инструмент кесүүгө кирип-чыкканда бир калыпта эмес иштейт. Өтмөктөрдүн ортосунда тепкич калат, эгер кайчылашуу аз болсо же шпиндель идеалдуу коюлбаса. Терезелердин жана жука дубалдардын үстүндө толкун чыгат, анткени ал жакта деталь кабыргага же массивдүү таянычка салыштырмалуу алсызыраак.
Ошондуктан кен тор фреза менен бир нече тар өтмөктүн ортосундагы тандоо сейрек гана ылдамдыкка барып такалат. Адегенде деталь кесүү учурунда формасын кантип кармап турарын жана кийин өлчөө эмне көрсөтөрүн карашат.
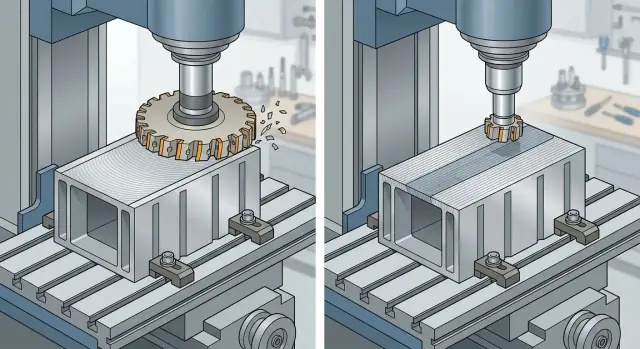
Эки иштетүү схемасы
Кутуча сымал деталдын үстүңкү бетин иштетүүдө көбүнчө эки варианттын бири тандалат. Биринчиси — дээрлик бүт кеңдикти бир өтмөктө же бири-бирине жакын эки өтмөктө жаба турган кең тор фреза. Экинчиси — диаметри кичирээк фреза жана бир нече кошуна жол.
Кең фреза өтмөктөрдүн санын азайтат. Жолдордун ортосундагы чек азаят, ошону менен байкаларлык тепкич чыгуу коркунучу да төмөндөйт. Убакыт жагынан да мындай схема көбүнчө пайдалуу: бош жүрүштөр азаят, маршрут жөнөкөйлөшөт, өтмөктөн өтмөккө ката топтоо ыктымалы төмөндөйт.
Тар өтмөктөр жүктү бөлүп иштетет. Инструментке, шпиндельге жана детальдын өзүнө түшкөн күч жумшагыраак болот. Бул кутуча сымал деталда көп учурда пайдалуу: дубалдар менен кабыргалар кесүү учурунда ойнойт, ал эми тынч режим кээде бир кең өтмөккө караганда түзүрөөк плоскосту берет.
Бирок бир нече жол башка көйгөйдү кошот. Ар бир кийинки өтмөк мурункусун жарым-жартылай жабышы керек. Эгер кайчылашуу аз болсо, жолдордун ортосунда кыр калат. Эгер өтө чоң болсо, фреза кайрадан таза тилкени кесип өтөт, ысыш өсөт, ал эми из өзгөрөт. Көзгө бет жылмакайдай сезилиши мүмкүн, бирок плоскостук боюнча ал буга чейин эле жүздүктөргө кетет.
Диаметрдин өзү эч нерсеге кепил болбойт. Натыйжага инструменттин биенеси, шпинделдин катуулугу, чыгуу узундугу, детальдын бекитилиши жана пластиналар канчалык түз отурганы таасир берет. Алсыз түйүндө чоң фреза толкун калтырышы мүмкүн. Тынч режимдеги кичирээк диаметрлүү фреза кээде көбүрөөк өтмөк менен болсо да, чыныгы плоскосту жакшыраак берет.
Кутуча сымал деталь бул тапшырманы кантип өзгөртөт
Кутуча сымал деталь сейрек эле массивдүү заготовкадай жүрөт. Сыртынан катуу көрүнгөнү менен, ичинде терезелер, боштуктар, жука дубалдар жана кабыргалардын ортосунда узун пролеттер бар. Тор фрезалоодо бул дароо сезилет: кесүү күчү металлды гана алып салбастан, үстүнкү дубалды да ийет, айрыкча анын астында боштук болсо.
Бекитүү да натыйжаны олуттуу өзгөртөт. Эгер корпусту четтеринен кыскычтап же таянычтарды өтө алыс койсоңуз, деталь столдун үстүндө эле кыйшайып турат. Фреза металлды ошол өзгөргөн форма боюнча кесет. Бошоткондон кийин корпус жарым-жартылай түзөлөт да, плоскостук өзгөрүп кетет.
Дагы бир көп бааланбай калган себеп бар: куюудан, ширетүүдөн же кара иштетүүдөн кийин калган ички чыңалуулар. Деталь бекитилип турганда алар жарым-жартылай кармалып турат. Столдон алынгандан кийин бир бурч көтөрүлүп, ортосу бир аз кайтып, ал эми өтмөктөрдүн ортосунда станокто көрүнбөгөн айырмалар пайда болот.
Жөнөкөй мисал: корпустун үстүңкү аянтчасы жана анын астында чоң боштугу бар. Эгер аны төрт бурчтан коюп, катуу кыссаңыз, үстү биринчи караганда туруктуу көрүнөт. Бирок өтмөк учурунда борбор бир аз түшөт. Столдон алынгандан кийин кайра калыбына келип, өлчөө башка картинаны көрсөтөт.
Кең фреза эмне берет, тар өтмөктөр эмне берет
Эгер иштетүүдөн кийинки изге гана карасаңыз, кең тор фреза көп учурда утат. Ал плоскосту дээрлик бир жолу менен өтүп чыгат, сүрөтү тынчыраак болот, ал эми жолдордун ортосундагы өтүүлөр азаят. Кутуча сымал деталда бул өзгөчө билинет.
Бирок мындай схеманын алсыз жери бар. Чоң диаметр шпинделдин биенесине, детальдын кыйшаюусуна жана туура эмес настройкага курчураак реакция кылат. Фреза аз эле биесе да, ката өтмөктүн бүт кеңдигине жайылат. Натыйжада бет тыкан көрүнөт, бирок плоскостук күткөндөй болбой калат.
Тар өтмөктөр башкача иштейт. Алар дайыма эле биринчи жолу эле кооз сүрөт бербейт, бирок аларды детальдын чыныгы катуулугуна ылайыкташтыруу оңой. Эгер кутуча четинде, терезенин үстүндө же жука дубалдын жанында түшүп кетсе, оператор так ошол зонада кадамды, припусканы же багытты өзгөртө алат. Кең фреза менен мындай эркиндик азыраак: ал дароо чоң аянтты жүктөйт.
Практикада айырма көбүнчө жөнөкөй эрежеге келип такалат. Кең фреза жолдордун ортосундагы өтүүнү жакшыраак жашырат жана көп учурда циклди ылдамдатат. Тар өтмөктөр катуу эмес детальга оңой шайкеш келет, бирок алар туура тандалган кайчылашууга көбүрөөк көз каранды.
Дал ушул учур көп учурда бааланбайт. Эгер жолдор начар кайчылашса, чектеш жерде кыр калат. Кээде ал тырмак менен гана билинет, бирок индикатор маселе бар экенин дароо көрөт. Кутуча сымал деталда мындай кыр өзгөчө терезенин жанында, кабыргада же дубал серпилгичтей иштеген жерде чыгат.
Өтмөктөрдүн кайчылашуусу плоскосту кантип өзгөртөт
Фрезерлөөдөгү өтмөктөрдүн кайчылашуусу жолдордун ортосунда тепкич калып калабы же жокпу түздөн-түз аныктайт. Ошондуктан кең тор фрезаны же тар өтмөктөрдү салыштырганда, инструменттин диаметрин гана эмес, коңшу өтмөктөрдүн бири-бирине кантип кирип жатканын да кароо керек.
Кайчылашуу аз болгондо ар бир кийинки өтмөк мурунку изди дээрлик кесип салбайт. Кутуча сымал деталда бул көп учурда дароо көрүнөт: кыйгач жарыкта тигиш окулат, ал эми ченегич же индикатор жергиликтүү айырманы көрсөтөт. Плоскостук тилкелерге бөлүнүп калгандай сезилет.
Орточо кайчылашуу көбүнчө тынчыраак жыйынтык берет. Фреза коңшу жолдон калган кыртышты жарым-жартылай кесип таштайт да, өтүү жумшагыраак болот. Тепкич азаят, ал эми плоскостук көбүнчө базанын бүт узундугу боюнча туруктуураак чыгат.
Өтө чоң кайчылашуу да жардам бербейт. Инструмент мурда иштетилген металл боюнча узагыраак жүрөт, цикл өсөт, ысыш көбөйөт. Кутуча сымал детальдын жука үстүнкү дубалында бул жагымсыз таасир бериши мүмкүн: иштетүүдөн кийин дароо плоскостук нормалдуу көрүнөт, бирок муздагандан кийин бир нече жүздүккө кетет.
Дагы бир майда өзгөчөлүк бар. Траектория боюнча бирдей кайчылашуу кабыргалардын, чөнтөктөрдүн жана терезелердин жанында дайыма бирдей натыйжа бербейт. Катуу зонада деталь бекем турат, ал эми терезеге жакын дубал алсызыраак болуп, бир аз артка бериши мүмкүн. Ошондуктан өтмөктөрдүн ортосундагы бир эле кадам борбордо жакшы иштеп, четинде из калтырат.
Мында текшерүү жөнөкөй. Биринчи эки жолдон кийин бетти кыйгач жарыкта карап, борбордогу кошулууну терезенин жанындагы менен салыштырып, анан жалпы плоскосту гана эмес, тигиштеги жергиликтүү айырманы да өлчөө керек. Көп учурда кайчылашууну же траекторияны өзгөртүү керекпи, мунун өзү эле түшүнүүгө жетиштүү болот.
Практикада схеманы кантип тандоо керек
Алгач фрезага эмес, детальдын өзүнө карашат. Эгер кутуча сымал заготовка кысуу астында ийилип калса же иш жүзүндө эки чекитке эле таянса, кең иштетүү кооз из бергени менен, столдон алынгандан кийин плоскостугу начар болушу мүмкүн.
Бул жерде базалоо өтө чоң роль ойнойт. Эгер таянычтар четтерине жакын турса, ортосу “дем алып” турса, адат менен режим тандап коюу кооптуу. Деталь кайсы жерде жүктү чындап кармап турарын, кайсы жерде ойной баштарын түшүнүү керек.
Иштетүү алдында беш нерсени текшерүү пайдалуу: детальдын катуулугу менен бекитүү күчү, базалоо схемасы жана таянычтардын орду, аянтчанын чыныгы туурасы, фрезанын иш жүзүндөгү жумушчу туурасы жана көзөмөл менен сынама өтмөккө болгон запас.
Жумушчу туурасында көп жаңылышат. 100 мм фреза дайыма эле 100 ммди таза жана туруктуу жаба бербейт. Чыгуу узундугу, пластиналардын жайгашуусу, биение жана материалга кирүү таасир берет. Ошондуктан аянтчанын туурасын каталогдогу сан менен эмес, инструменттин чыныгы кесүүсү менен салыштырышат.
Эгер тандоо “кең тор фрезабы же тар өтмөктөрбү” дегенге келип такалса, теорияда талашуунун кереги жок. Серияда колдонула тургандай эле айлануу жана берүүдө сынама өтмөк жасап, анан беттин сүрөтүн да, плоскостук өлчөмүн да салыштыруу алда канча пайдалуу.
Эгер кең өтмөктөн кийин бүт кеңдик боюнча толкун көрүнсө, маселе көбүнчө системанын катуулугунда же базалоодо болот. Эгер тар өтмөктөрдө жолдордун ортосунда байкаларлык тилкелер калса, кайчылашуу аз же фреза түз эмес жүрүп жатат дегенди билдирет.
Кутуча сымал корпустарда бул абдан практикалык көрүнөт. Эгер үстүңкү аянтчанын туурасы 140 мм болсо, ал эми фреза туруктуу 90–95 мм чегинде иштесе, көбүнчө бүт кеңдикти бир жолу менен чектен ашырып алганга караганда, нормалдуу кайчылашуу менен эки өтмөк кылуу акылдуураак. Эгер деталь кыска, катуу жана таянычтарда жакшы жатса, бир кең өтмөк чындап эле таза жана ылдамыраак жыйынтык бере алат.
Кутуча сымал деталдагы мисал
Эки чоң терезеси жана жука үстүңкү алкагы бар корпусун элестетели. Үстүндө капкактын астына негиз боло турган түз плоскостук керек. Көрүнгөнү боюнча деталь катуу сыяктуу, бирок терезелердин жанында металл жүктү начарыраак кармап, алкагы оңой эле бир нече жүздүккө түшүп кетет.
Алгач 125 мм кең тор фреза коюп, плоскосту бир тез өтмөктө алып салышат. Борбордо жыйынтык таза, цикл убактысы жакшы, бирок терезенин жанында башка сүрөт чыгат. Жука участок кесүү астында бир аз ийилип, чет негизги плоскостон төмөн болуп калат. Өлчөөдө бул орой чуңкурдай эмес, четинде жай түшүү катары көрүнөт, мисалы 0,03–0,05 мм.
Андан кийин схема өзгөртүлөт. 63 мм фреза алынып, плоскосту 25–30% кайчылашуу менен бир нече жолдо иштетишет. Бир өтмөктөгү алып салуу азаят, жука алкактагы жүк жумшагыраак болот, ошондуктан деталь тынчыраак иштейт. Жолдордун ортосунда башында жеңил из калат, бирок кийинки өтмөк аны тазалап кетет.
Ооба, цикл узагыраак болот. Бирок серия бир калыпта жүрөт: кокустук чачыроо азаят, контролдоо менен талаштар аз болот, терезенин жанындагы чет кайра түшүп кетүү коркунучу төмөндөйт. Мындай корпустарда бир нече тар өтмөк көбүнчө бир кең өтмөккө караганда ишенимдүүрөөк чыгат, атүгүл изи анчейин кооз болбосо да.
Натыйжаны көбүнчө бузган каталар
Кутуча сымал деталдарда плоскосту көбүнчө иштетүү схемасынын өзү эмес, настройкадагы майда жаңылыштыктар бузат.
Биринчи көп каталык — катуулугу жетпеген детальга өтө кең тор фреза коюу. Кутуча сымал корпустун үстүңкү дубалы жана боштуктардын үстүндөгү зоналар сплошной плита сыяктуу иштебейт. Деталь кысылып турганда бул байкалбай калышы мүмкүн. Бошоткондон кийин плоскостук кетип калат.
Экинчи каталык — өтмөктөрдүн кайчылашуусун өтө аз алып, идеалдуу геометрия күтүп калуу. Кагазда өтмөктөр аз, цикл кыска. Станокто болсо жолдордун ортосунда бийиктик өтүшү калат, айрыкча түйүндүн катуулугу орточо болсо.
Үчүнчү каталык — фрезанын изине гана карап коюу. Бул алдамчы нерсе. Кооз из жакшы геометрия дегенди билдирбейт. Тор фрезалоодо беттин плоскостугун сырткы көрүнүш менен эле эмес, жок дегенде бир нече сызык боюнча текшерүү керек, бир эле чекитте эмес.
Дагы бир жаңылыштык — инструменттин биениесин жана бекитүү схемасын текшербей туруп, берүү ылдамдыгын өзгөртүү. Эгер бир тиш башкаларга караганда күчтүүрөөк иштесе, оправка биесе, ал эми кыскыч корпусун бир жакка тартып турса, кесүү режими муну сактап кала албайт. Адегенде шпиндель, инструмент, чыгуу узундугу жана таянычтар текшерилет, андан кийин гана берүү өзгөртүлөт.
Дагы бир кымбат майда нерсе: деталь иштетилгенден кийин дароо, али ысык кезде өлчөнөт. Металл дагы эле “ойноп” турат, айрыкча дубалдары ар кандай калыңдыктагы кутуча сымал корпустарда. Акыркы өлчөөдөн мурун бир аз пауза жасоо көбүнчө чыныгы картинаны берет.
Серияны баштоодон мурун текшерүү
Бир удаалаш чыккан деталга эле ишенип коюуга болбойт. Серияга чейин бир-эки заготовкада сыноо кесүү жасап, өлчөмдү гана эмес, плоскостун өзүн да караңыз.
Эң пайдалуу текшерүү жөнөкөй. Индикаторду четтер боюнча жана ички терезелердин айланасында өткөрүңүз. Коңшу жолдорду издин сүрөтү боюнча салыштырыңыз. Өзгөчө өтмөк алмашкан жерди текшериңиз: жолдордун ортосундагы тигишти көзгө караганда тырмак жакшыраак сезет. Деталь столдон алынгандан кийин плоскосту дагы бир жолу өлчөңүз. Эгер кысууда баары нормалдуу болуп, бошоткондон кийин форма өзгөрүп кетсе, себепти бекитүү схемасынан жана ички чыңалуулардан издөө керек.
Кыска сыноо партиясынын биринчи жана акыркы детальдарын салыштыруу да пайдалуу. Эгер чачыроо өсүп жатса, бул ысыштан, пластиналарга жабышуудан, нөлдүн жылышынан же бекитүү күчүнүн өзгөрүшүнөн болушу мүмкүн.
Эгер өтмөктөрдүн тигиши терезенин жанында же сырткы четте чыкса, серияны дароо баштабай эле койгонуңуз жакшы. Көбүнчө бир эле оңдоо жетет: кайчылашууну бир аз өзгөртүү, инструменттин чыгуу узундугун кыскартуу же кыскычты кайра коюу. Бул партияны кайра иштетүүдөн алда канча арзан.
Андан ары эмне кылуу керек
Кең тор фрезабы же тар өтмөктөрбү деген талашты адат менен эмес, өлчөө менен чечкен жакшы. Бир же эки сыноо деталь алып, эки схемада да жакын режимдерде плоскосту иштетип, сырткы көрүнүштү гана эмес, плоскосту, өтмөктөрдүн ортосундагы тепкичти жана детальдын столдон алынгандан кийинки жүрүшүн салыштырыңыз.
Бир эле чекиттерди караңыз: плоскостун борборун, дубалдар менен кабыргалардын үстүндөгү зоналарды, четтерди жана терезелерге жакын бөлүктөрдү. Дал ошол жакта фрезерлөөдөгү өтмөктөрдүн кайчылашуусу бетти жумшартабы же ортодо из калтырабы, ачык көрүнөт.
Жыйынтык кокустук болуп калбашы үчүн, өтмөктүн туурасын, кайчылашуунун пайызын, кесүү тереңдигин, берүүнү жана плоскосту көзөмөлдөө чекиттерин дароо жазып коюу пайдалуу. Бир нече күндөн кийин мындай майда нерселер оңой унутулат, бирок кийинкиде серияда дал ушулар убакытты үнөмдөйт.
Эгер деталь алсыз болсо, эң ылдам циклдин артынан түшүү кажет эмес. Жука дубалдар, чоң терезелер жана узун плоскостук көбүнчө ашыкча бир мүнөттөн көрө жүктү күчтүүрөөк сезет. Мындай учурда схеманы туруктуулук жана кайталанма жыйынтык боюнча тандаган оң.
Эгер мындай тапшырмалар үчүн станок тандоо керек болсо же иштетүүнү настройкалоого практикалык көз караш керек болсо, EAST CNC материалдарын карасаңыз болот. Компания Казакстанда жана КМШ өлкөлөрүндө өндүрүштөр үчүн токардык ЧПУ станокторду жеткирүү, ишке киргизүү жана сервис менен камсыз кылат, ал эми блогунда жабдуулар боюнча обзорлорду жана металл иштетүү боюнча кеңештерди жарыялайт.
Жакшы кийинки кадам жөнөкөй: бир сыноо жасаңыз, өлчөө алыңыз, эки схеманы салыштырып көрүңүз да, дал сиздин деталда туруктуу плоскосту бергенин калтырыңыз.
FAQ
Кайсы учурларда бир нече тар өтмөктү тандаган жакшы?
Кең тор фреза көбүнчө деталь катуу болгондо, таянычтарда жакшы жатканда жана аянт дээрлик бир өтмөктө жабылганда колдонулат. Мындай режимде өтмөктөрдүн ортосундагы кошулуу азаят, ошондуктан байкаларлык тепкич чыгуу ыктымалы төмөн болот. Эгер корпус жука болсо же таянычтар туура эмес жайгашса, бир кең өтмөк көбүнчө кооз из калтырат, бирок эң түз плоскосту бербеши мүмкүн.
Баштапкы маани катары кандай кайчылашууну алуу керек?
Бир нече тар өтмөк көбүнчө терезелери, жука дубалдары жана кабыргалардын ортосунда узун аралык бар кутуча сымал корпустарда жардам берет. Ошондо детальга жумшагыраак күч түшөт жана көйгөйлүү зоналарды жакшыраак көзөмөлдөйсүз. Цикл адатта узагыраак болот, бирок столдон чечкенден кийинки плоскостук көбүнчө ишенимдүү жана туруктуураак чыгат.
Эмне үчүн бет жакшы көрүнөт, ал эми индикатор четтөөнү көрсөтөт?
Баштоо үчүн көбүнчө орточо кайчылашуу алынат, болжол менен 25–30%. Бул кийинки өтмөк мурункусу калтырган кыртыш сыяктуу калдыкты кайра кесүүгө жана буга чейин тазаланган тилкени ашыкча ысытпоого көбүнчө жетиштүү болот. Эгер кайчылашуу өтө кичине болсо, кошулган жерде тепкич калат. Эгер өтө чоң болсо, ысытуу жана иштетүү убактысы өсөт.
Кутуча сымал деталда плоскостук боюнча эң чоң каталар көбүнчө кайсы жерде чыгат?
Себеби көз жаркыроону жана изди байкайт, геометрияны эмес. Фреза тыкан из калтырышы мүмкүн, бирок ошол учурда деталь кесүүнүн, бекитүүнүн же ысыктын таасиринен бир аз ийилип калган болот. Индикатор көздөн жашыруун нерсени көрсөтөт: узунунан толкунду, кырдын түшүп кетишин жана кошуна өтмөктөрдүн ортосундагы бийиктик айырмасын.
Адегенде эмнени текшерген туура: фрезаныбы же деталды бекитүү схемасынбы?
Көбүнчө плоскостук терезелердин жанында, боштуктардын үстүндө, жука дубалдардын алдында жана сырткы четинде бузулат. Ал жакта металл жүктү начарыраак кармайт, ошондуктан үстүнкү дубал фрезанын астында жеңилирээк серпилет. Дал ушул жерлерде жалпы плоскосту гана эмес, өтмөктөрдүн кошулган жериндеги жергиликтүү айырманы да карап чыгуу пайдалуу.
Кайчылашуудагы катаны инструменттин биениесинен кантип айырмалоого болот?
Адегенде бекитүү менен таянычтарды текшериңиз. Эгер корпус кыйшык турса же ортосу илинип турса, фрезанын диаметрин өзгөртүү эч нерсе чечпейт. Андан кийин гана биение, чыгуу узундугу, пластиналардын отурушу жана режим каралат. Практикада начар базалоо көп учурда өтмөктөрдүн схемасынан да көбүрөөк зыян келтирет.
Плоскосту фрезерлегенден кийин дароо өлчөө керекпи?
Эгер из өтмөктөрдүн чегинде так кайталанса, көбүнчө кайчылашуу же кошуна өтмөктөрдүн бийиктик айырмасы күнөөлүү болот. Эгер толкун бүт кеңдик боюнча созулуп, кошулган жерге байланып турбаса, биениени, алсыз түйүндү же детальдын кыйшаюусун издеңиз. Площадканын ортосун жана терезеге жакын бөлүктү салыштыруу пайдалуу. Ошондо ката кайсы жерде жараларын түшүнүү жеңил болот.
Серияны баштоодон мурда иштетүү схемасын кантип туура текшерсе болот?
Шашылбаса жакшы. Деталь бир аз муздагандан кийин гана акыркы өлчөөнү жасаңыз, айрыкча корпус жука болуп, дубалдары ар кандай калыңдыкта болсо. Иштетүүдөн кийин дароо металл дагы формасын өзгөртүп жатышы мүмкүн, ошондо өтө эле жакшы көрүнгөн жыйынтык аласыз.
Эгер терезеге жакын кыр иштетилгенден кийин дайыма түшүп кетсе, эмне кылуу керек?
Иштөөгө кетчү ошол эле айлануу жана берүү менен бир-эки заготовкага сыноо жасаңыз. Андан соң сырткы көрүнүштү гана эмес, четтердеги, ортодогу жана терезелерге жакын жердеги плоскосту да салыштырыңыз. Эгер бошоткондон кийин форма өзгөрүп кетсе, программадагы сандарды туш келди өзгөртпөстөн, таянычтарды, бекитүүнү же өтмөктөрдүн схемасын оңдоңуз.